
Jelenleg amikor otthon is kivitelezhető 3D nyomtatásról van szó, akkor leginkább filament, vagyis nyomtatószál és a resin, vagyis gyanta alapú nyomtatásról van szó. A kettő több ponton is hasonló, de az alapanyag és a konkrét kivitelezés merőben más. A más kivitelezés egyben azt is jelenti, hogy a resin nyomtatókkal sokkal nagyobb részletesség érhető el még extra kis méretek esetén is és a nyomtatási idő gyakran töredéke a filament nyomtatókhoz képest. Nemrég az Anycubic Photon Mono SE resin nyomtató érkezett tesztre és már hetek óta nyúzzuk teljes elégedettséggel, úgyhogy következzék a teszt (és használati útmutató). Az ára egyébként kedvező, jelenleg 95 400 Ft és európai raktárról érkezik vámmentesen, villámgyorsan.
Milyen az a resin nyomtató?
Manapság amikor otthon is kivitelezhető 3D nyomtatásról van szó, akkor leginkább filament, vagyis nyomtatószál és a resin, vagyis gyanta alapú nyomtatásról van szó. A kettő több ponton is hasonló, de az alapanyag és a konkrét kivitelezés merőben más. A filament tekercselve érkezik és a nyomtató felmelegíti folyékony állapotúra és úgy építi fel a nyomtatandó dolgot, míg a resin folyékony állapotú és UV fényre köt. A resin nyomtatókkal sokkal nagyobb részletesség érhető el és nehezen nyomtatható, bonyolult alakzatok nyomtatása is egyszerűbb, még extra kis méretek esetén is, valamint a nyomtatási idő sokszor tized, sőt, akár huszad része a filament nyomtatóhoz képest. Viszont a rendszerezett magyar nyelvű irodalma eléggé csekély, ezért itt található egy teljes oktató sorozat (abszolút kezdőknek is).
Az Anycubic
Az Anycubic egy fiatal cég, 2015 óta létezik, viszont a jó árainak köszönhetően gyorsan népszerű lett a 3D nyomtatás világában. Nem csak filament, hanem resin alapú nyomtatókat is találunk a gyártó kínálatában. Sőt, alapanyagok tekintetében még bio resint is kínál, amellyel nem csak kellemesebb a nyomtatás a szagok tekintetében, de még a kész tárgyak is újrahasznosíthatók, komposztálhatók is akár.
A gyártó nagy előnye, hogy az európai vásárlókat európai raktárról szolgálja ki, amely által gyorsan megérkeznek a rendelések és persze vámmentesen. További jelentős szempont az is, hogy garanciális ügyintézés esetén sem a világ végére, hanem egy közeli országba kell visszaküldeni a dolgokat, ami gyors és olcsó.
Nem éppen garázs cég

Az Anycubic Photon Mono SE nyomtató
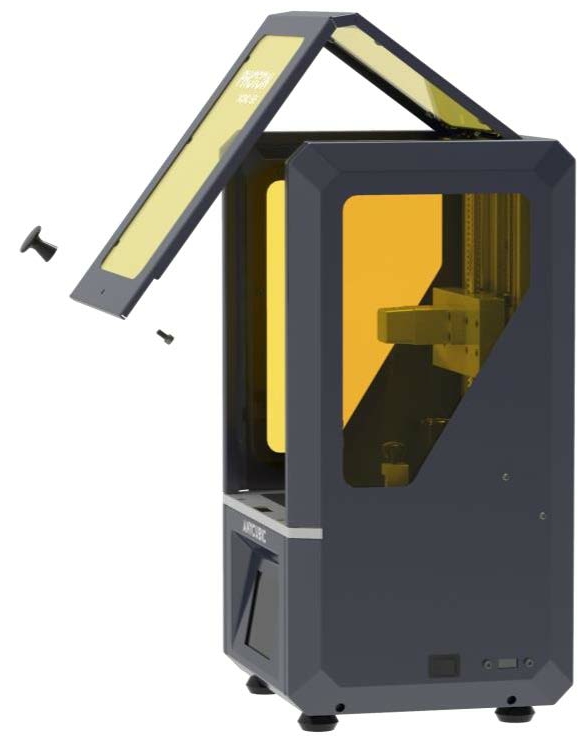
Az Anycubic Photon Mono SE a gyártó középkategóriás, LCD alapú resin nyomtatója, van olcsóbb és drágább is. Egy nagy részben fém szerkezetű nyomtatóról van szó, UV fény blokkoló ablakokkal és kellemes kék színnel. Egyébként eléggé attraktív és jó minőségű, nem egy tákolt valami és érintőkijelzője is van.
Gyártói képek következnek


A tetején is belenézhetünk
És egy rövid videó
Mit tud ez a nyomtató?
A nyomtatók esetén a legfontosabb a nyomtatási méret, amely a Photon Mono SE esetén 130 x 78 mm alapterületet és 160 mm magasságot jelent. Ez a megfizethető resin nyomtatók esetén közepes méretet jelent.
Mivel az UV fényt (405nm) egy LCD kijelző adja, így ugyanúgy van egy felbontása, mint az “igazi” kijelzőknek és ez Full HD+, vagyis 2560*1620 pixel. Ez 0.051mm méretet jelent, ami nyilván nagyon nagy részletességre képes, hiszen a tárgyakat alkotó pontok rendkívül kicsik.
További fontos jellemző a réteg vastagság, amely 0.01 – 0.15mm lehet, valamint a nyomtatási sebesség, amely maximum 80 mm / óra. Erre a sebességre akkor is képes, ha maximális, vagyis 130 x 78 mm alapterületű egy réteg, hiszen az LCD alapú resin nyomtatók esetén minden réteg egyben készül el. Tehát teljesen mindegy, hogy egy réteg 10 x 10, vagy maximális, 130 x 78 mm méretű.
Kicsomagolás
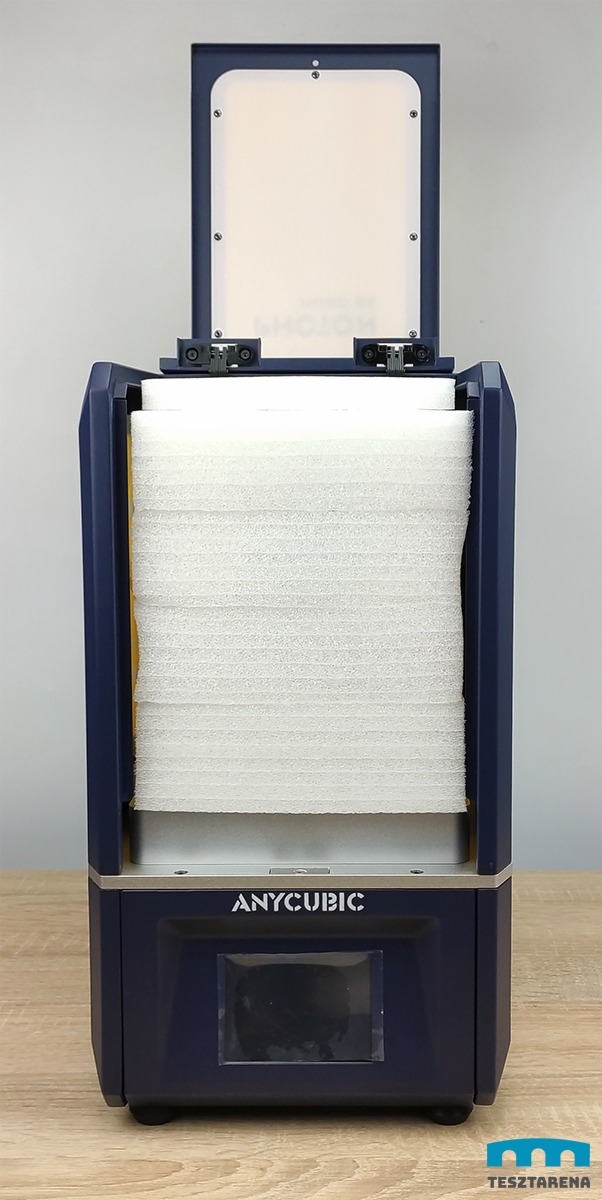
Egy normál karton dobozban érkezik, viszont masszív szivacsba ágyazva, így ha egy kamion nem megy át rajta, akkor nem sok esélye van annak, hogy sérüljön.

Továbbá a belseje is ki van tömve rendesen
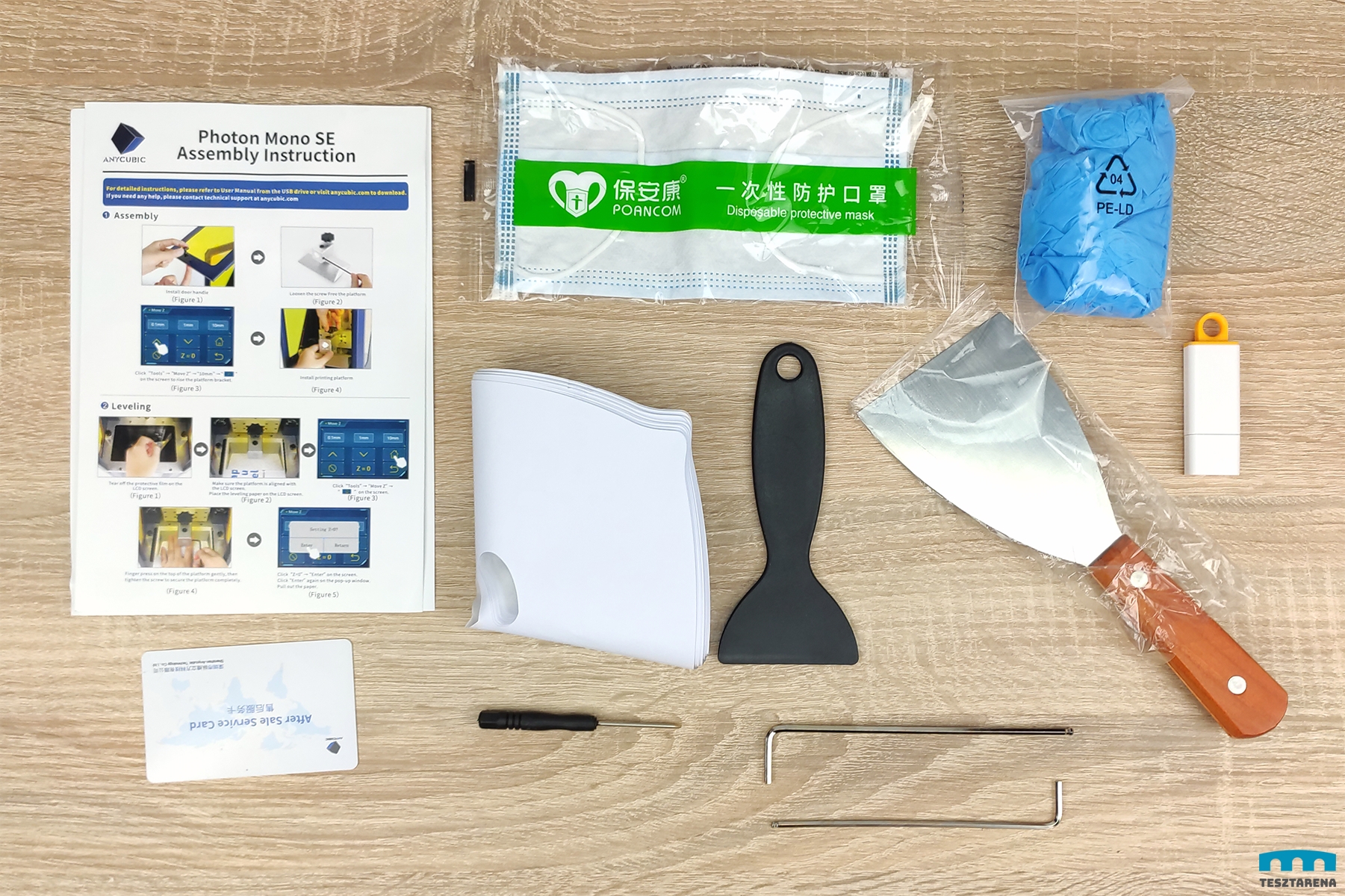
A dobozban van:
- a nyomtató
- a tápegység
- pendrive
- 1db maszk
- 3 pár kesztyű
- 10db tölcsér (a resin flakonba visszaöntéséhez)
- 1 acél spatula
- 1 műanyag spatula
- 2db imbuszkulcs
- 1db csavarhúzó
- összeszerelési útmutató, ami vázlatos, a pendrive-on van a részletes
- + minden más, ami a nyomtató részét képezi
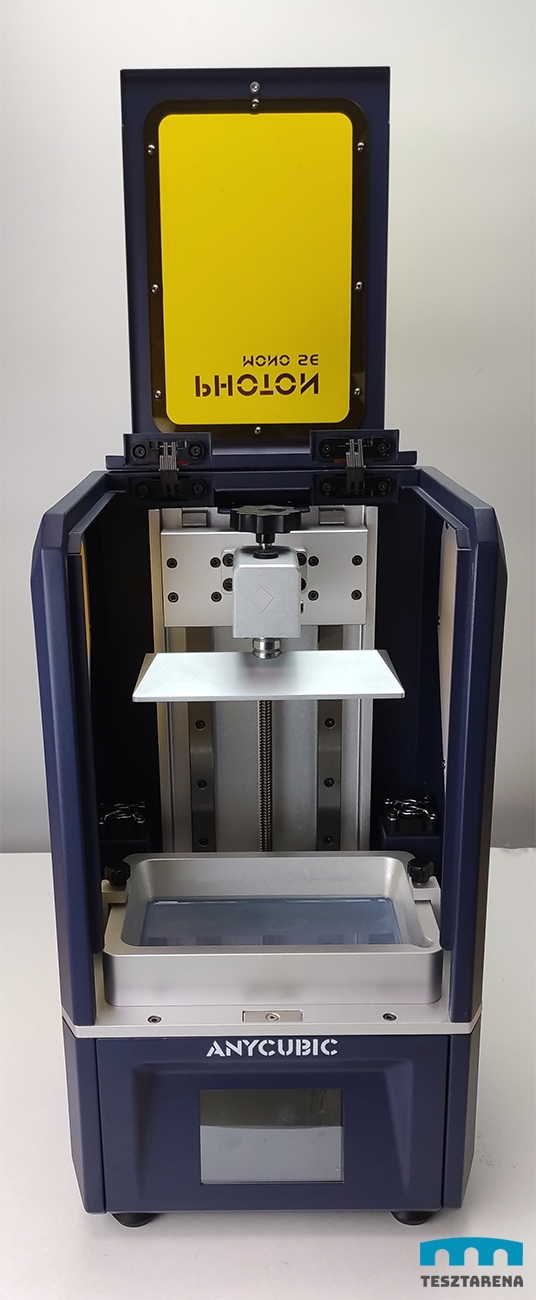
Így néz ki a valóságban
A nyomtató teljesen megfelel a gyártói képeknek. Ami érdekesség, hogy valamikor úgy döntött a gyártó, hogy belülre extra fehér fóliát is tesz, talán a karcolások elkerülése miatt. Mindenesetre a fólia maradhat is akár, mert extra fény védelmet ad, de a szemben lévőt azért érdemes levenni, hogy belássunk.
Itt még belül mindenhol fólia van, így nem átlátszó sehol

Masszív fém váza van, az oldalain, elején, tetején betekintő ablakkal.


Kb. bárhol elfér, mivel csak 22 x 20 cm területet foglal el, felfele pedig 40cm magas.

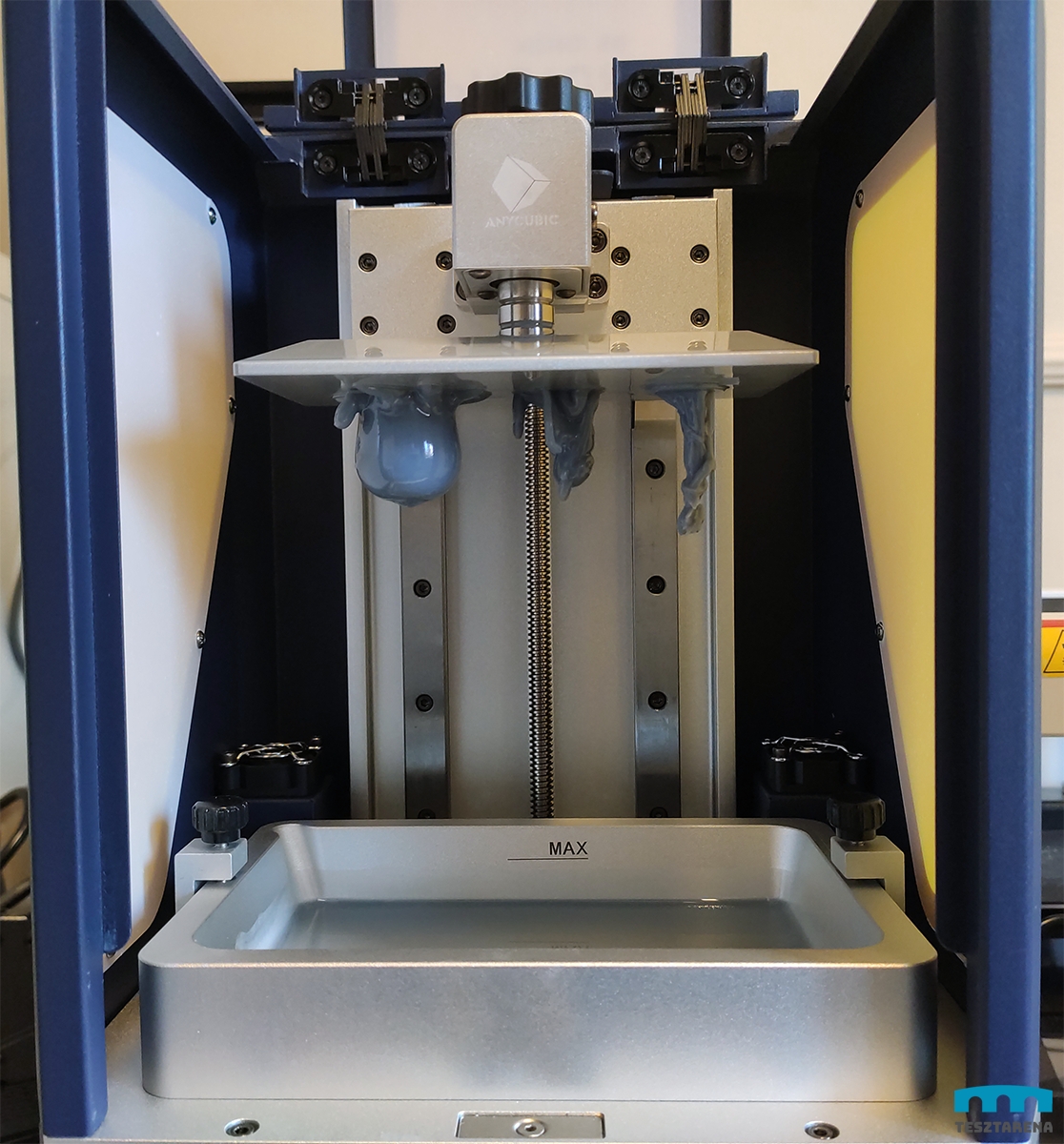
Fólia nélkül

Használatra készen
Egy darab Z tengelye van
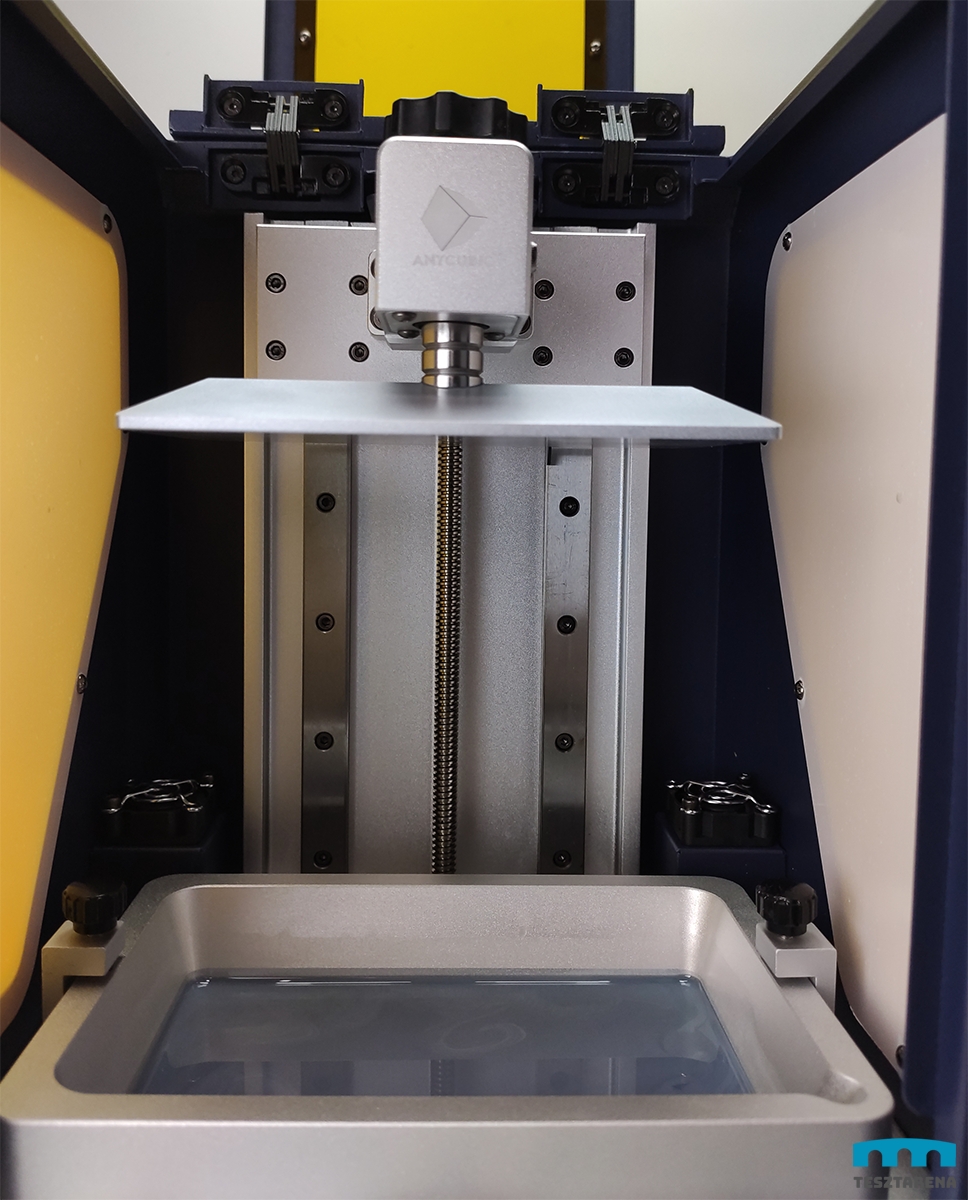
3.5″ méretű érintőkijelzője van, amely jól működik, bár megnyomásra olyan, mintha lenne egy kis holtjátéka.
Beüzemelés
A pendrive-on fellelhető a részletes útmutató és egy rövidebb nyomtatva is érkezik.
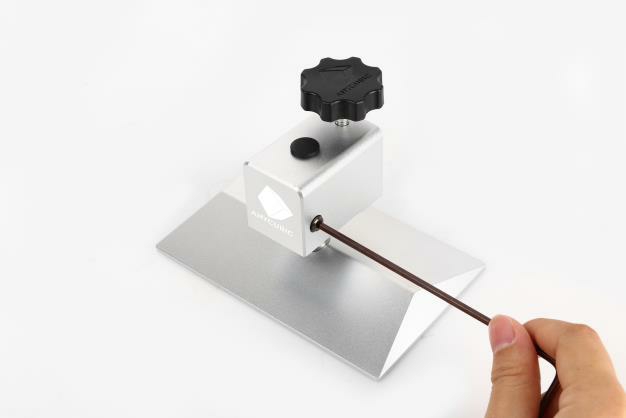
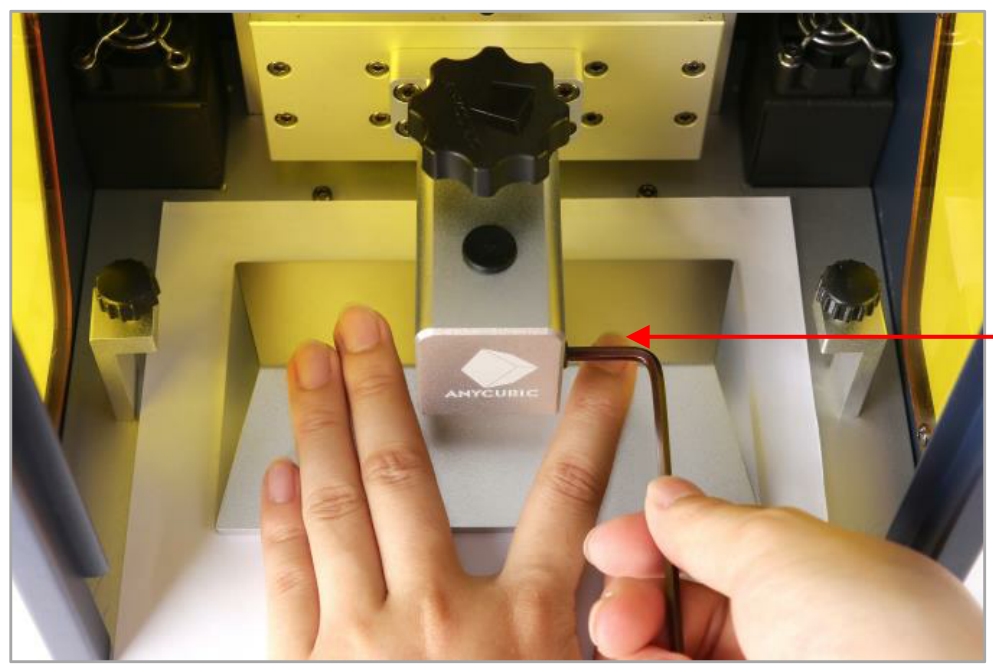
Első lépésként a fogantyút kell felcsavarozni.
Aztán a build plate-t (nyomtató platform) kell felszerelni, amihez először egy csavart meg kell lazítani rajta. Ezen lesz majd a nyomtatott tárgy, rajta lóg és ha a csavar meg van lazítva, akkor oldalra, előre, hátra dönthető.
Ahhoz, hogy fel tudjuk szerelni a helyére, be kell üzemelni a nyomtatót, és a build plate-et tartó szerkezetet feljebb kell mozgatni.
A nyomtató menüjében Tools > Move Z > 10mm és addig kell mozgatni, míg kellő magasan nem lesz.
Ezt követően a build platet a helyére kell tenni és meg kell húzni a nagy csavart.

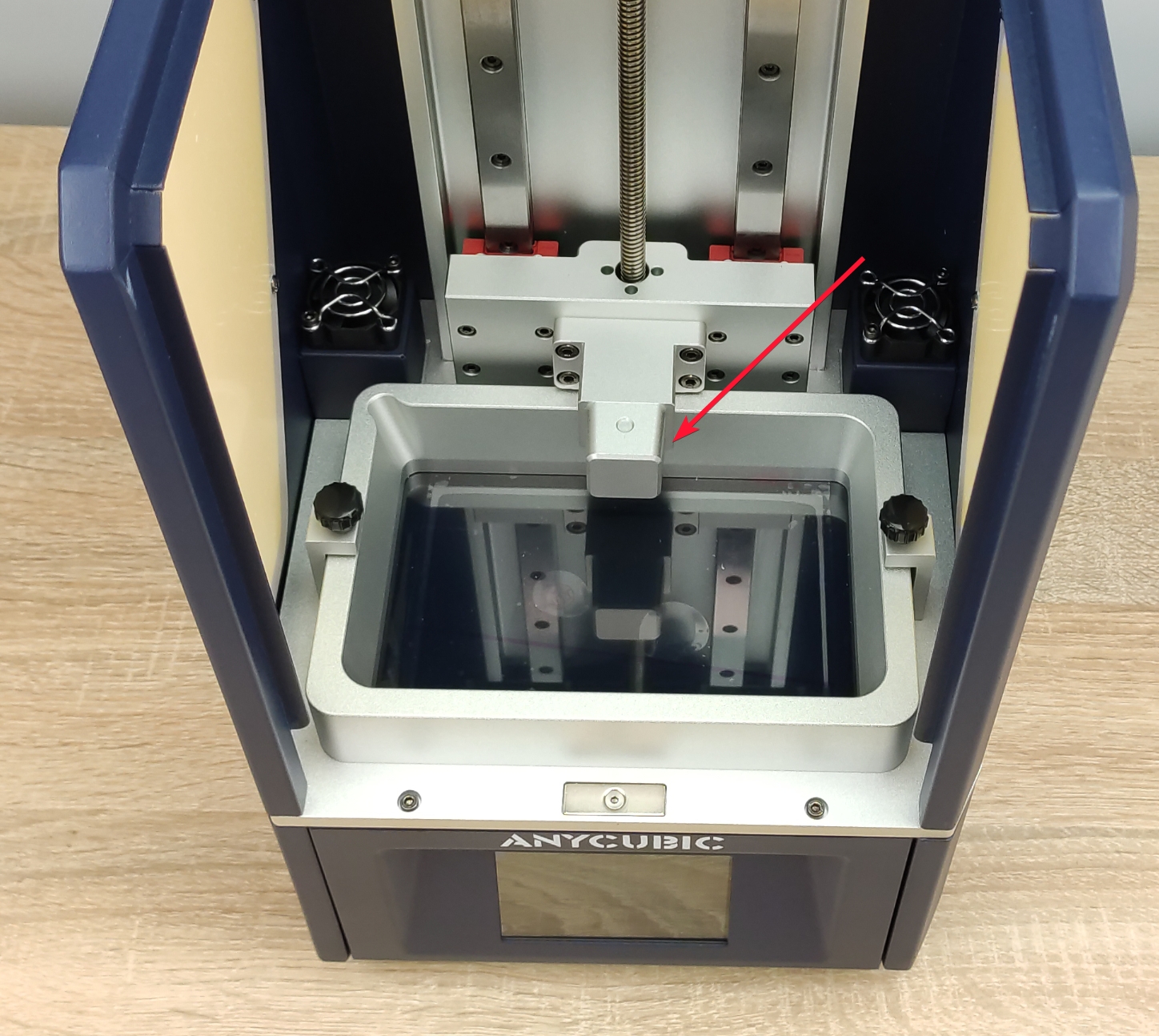
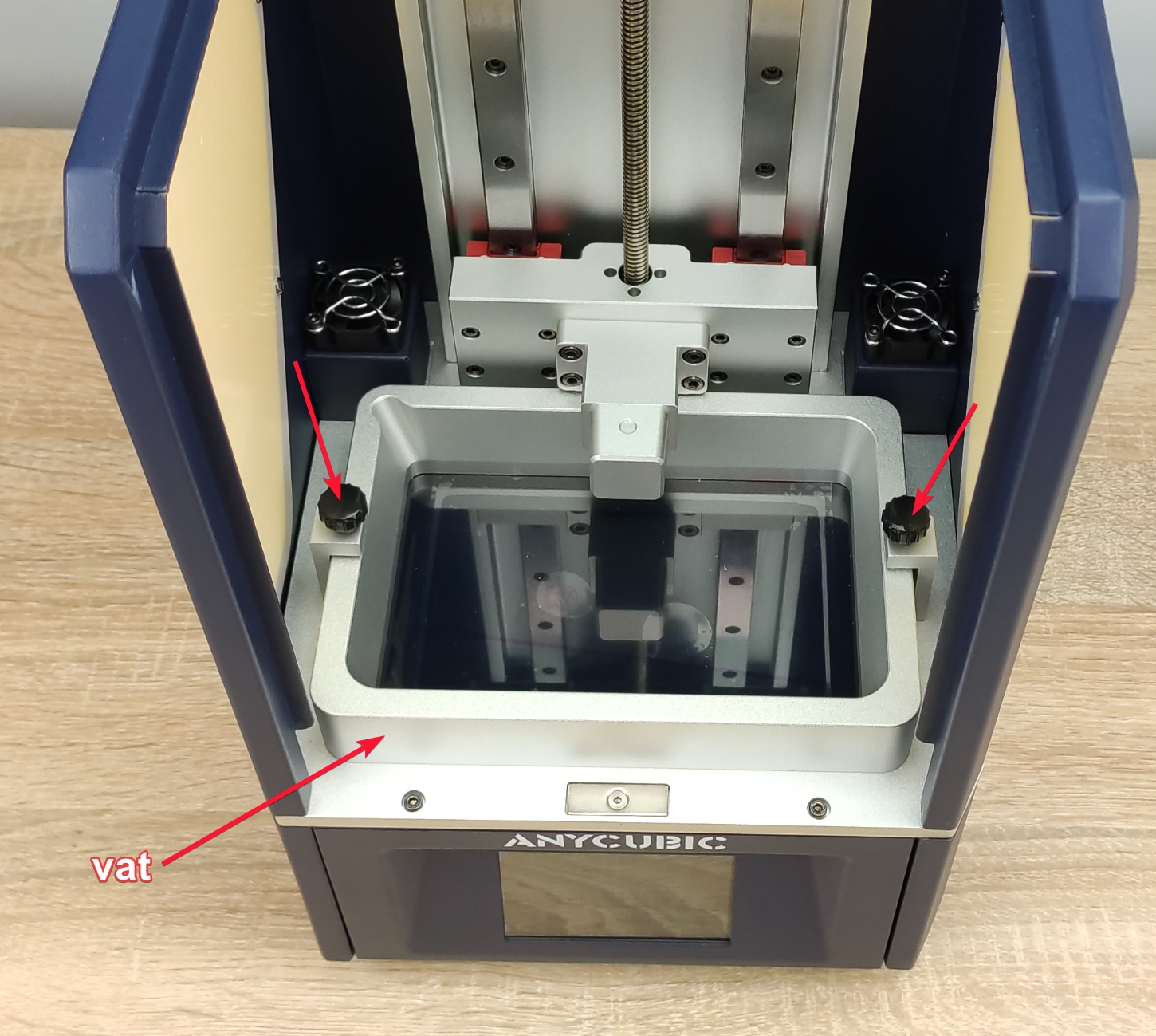
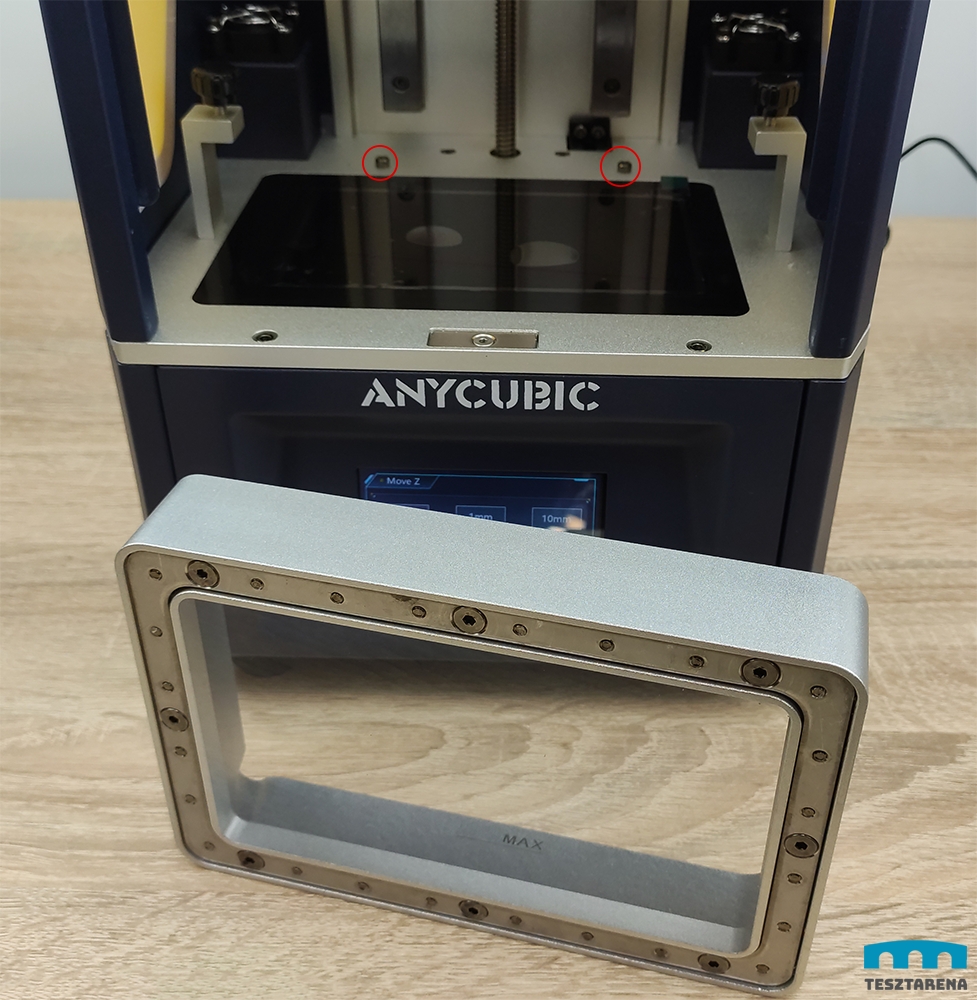
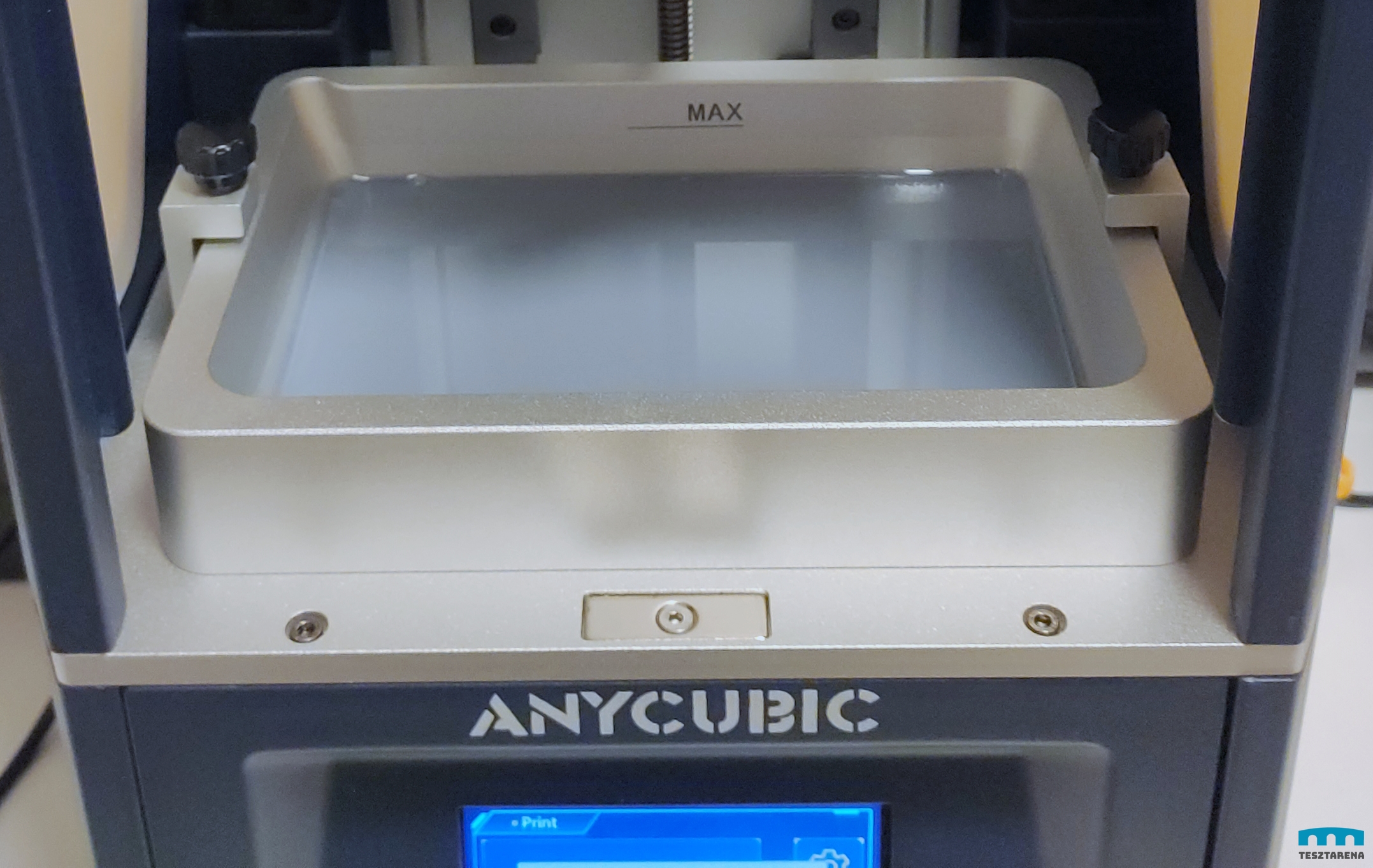
A nyomtató úgy érkezik, hogy a resin medence (vat) a helyén van és alatta látható a kijelző, amely fóliával védett. A fóliát el kell távolítani és medencét ki kell venni, a csavarok kilazítása után.
ÓVATOSAN! A kijelző sérülése mindenáron kerülendő, érdemes egy kicsit megemelni a resin medencét a kihúzása közben.
Ez után már levehető a kijelzőt védő fólia

És most következik a szintezés (leveling), amellyel azt állítjuk be, hogy a build plate nagyon közel, de ne túl közel legyen a kijelzőhöz. Ennek a legegyszerűbb módja a “papír módszer”, vagyis ha egy papírt teszünk a kijelző és a build plate közé, akkor annak szorosan ott kell lennie. A szorosan azt jelenti, hogy kihúzható, de közben határozott ellenállást kell éreznünk és nem tolható befele.
Ehhez először a kijelzőre kell tenni egy papírlapot, amit a gyártó ad is. De egy akár nyomtatópapíri megteszi (de nem vastag, pl. fénykép papír, hanem normál nyomtató papír).

Majd a korábban megismert módon lejjebb kell mozgatni a build plate-et, arra figyelve, hogy ha már nagyon közel van a papírhoz, akkor már 1mm-es, majd végül 0.1mm-es léptéket választva közelítsük meg.
Ha úgy tűnik, hogy elérte a papírt, akkor kicsit mozgassuk meg és ha túl szoros, akkor 0.1mm-t fel, ha túl laza, akkor lefele mozgassuk.
Arra is figyelni kell, hogy a platform ne legyen oldalra sem ferde, párhuzamosan kell lennie a kijelzővel.
Ha jónak tűnik, akkor meg kell húzni a korábban kilazított csavart, de úgy, hogy közben rá kell nyomni kijelzőre a platformot. Erre azért van szükség, mert a nyomtató platform egy mindenfele mozgatható dolog, így ha nem érintkezik mindenhol a kijelzővel, akkor van hol közelebb, van ahol távolabb lesz és az nem jó!
A csavar meghúzásával a platform rögzül és már nem mozog. Ezt követően megint ellenőrizni kell a lap mozgatásával és mindkét oldalán, minden sarkán azonos mértékben kell szorítania a lapot. Ha az egyik oldalán nem jó, akkor ki kell lazítani a platformot és igazítani rajta.
Ha végképp nem sikerül, akkor bevethető olyan trükk is, hogy a túl szoros oldalára egy extra lapot téve jobban kiegyenlíthető.
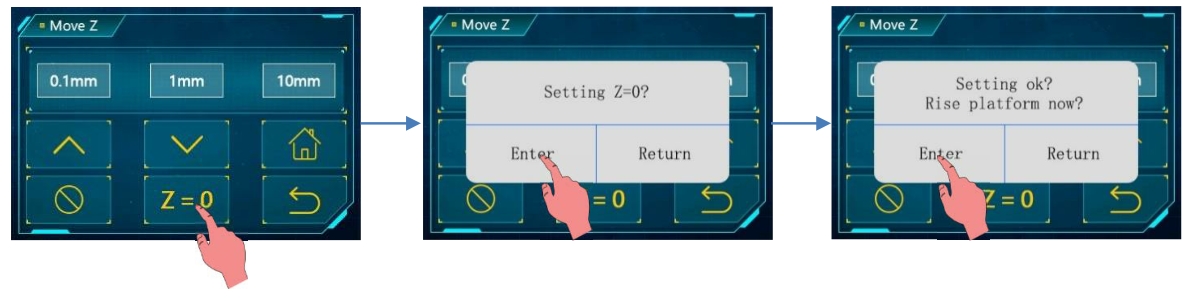
Ha jónak tűnik, akkor a nyomtató mozgatás menüjében van egy Z=0, azt válasszuk ki, majd enter és enter.
Mindez videóval egy másik nyomtatóval ugyan, de a folyamat ugyanaz.
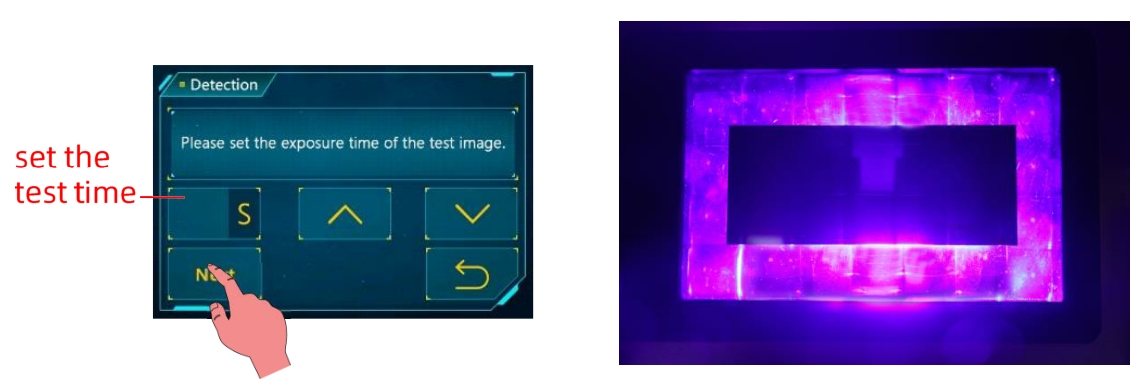
A tools > detection menüben kérhető egy teszt világítás, hogy lássuk, minden rendben van a kijelzővel?
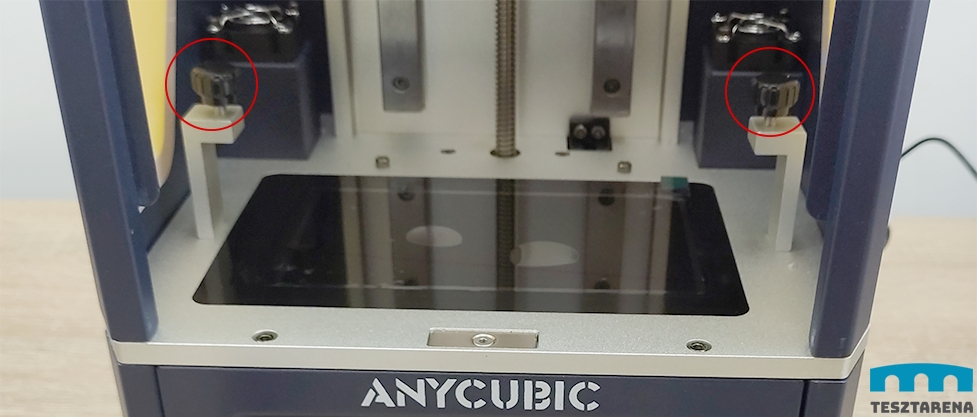
Majd mehet vissza a helyére a resin medence és egészen addig kell betolni, míg a hátul lévő két pöcökbe nem ütközik.

Majd a két fekete csavart meg kell húzni
A nyomtató hátulján van a wifi antenna, azt még be kell csavarni és ennyi.
Az első nyomtatás
Resin nem jár a nyomtatóhoz, csak ha külön kérünk mellé, ami olcsóbb, ha rögtön a nyomtatóval együtt kérünk.
De a gyártótól amúgy is vehetünk saját resint, ami kezdők számára ajánlott, hiszen a gyártó a saját nyomtatóival teszteli. Itt vehető resin.
A resint használat előtt ajánlott felrázni és nem első körben nem érdemes túl sokat önteni a medencébe. Akár lehet mérni is, hiszen a használt program mindig közli, hogy kb. mennyi a resin igény.
Nyomtatásra készen
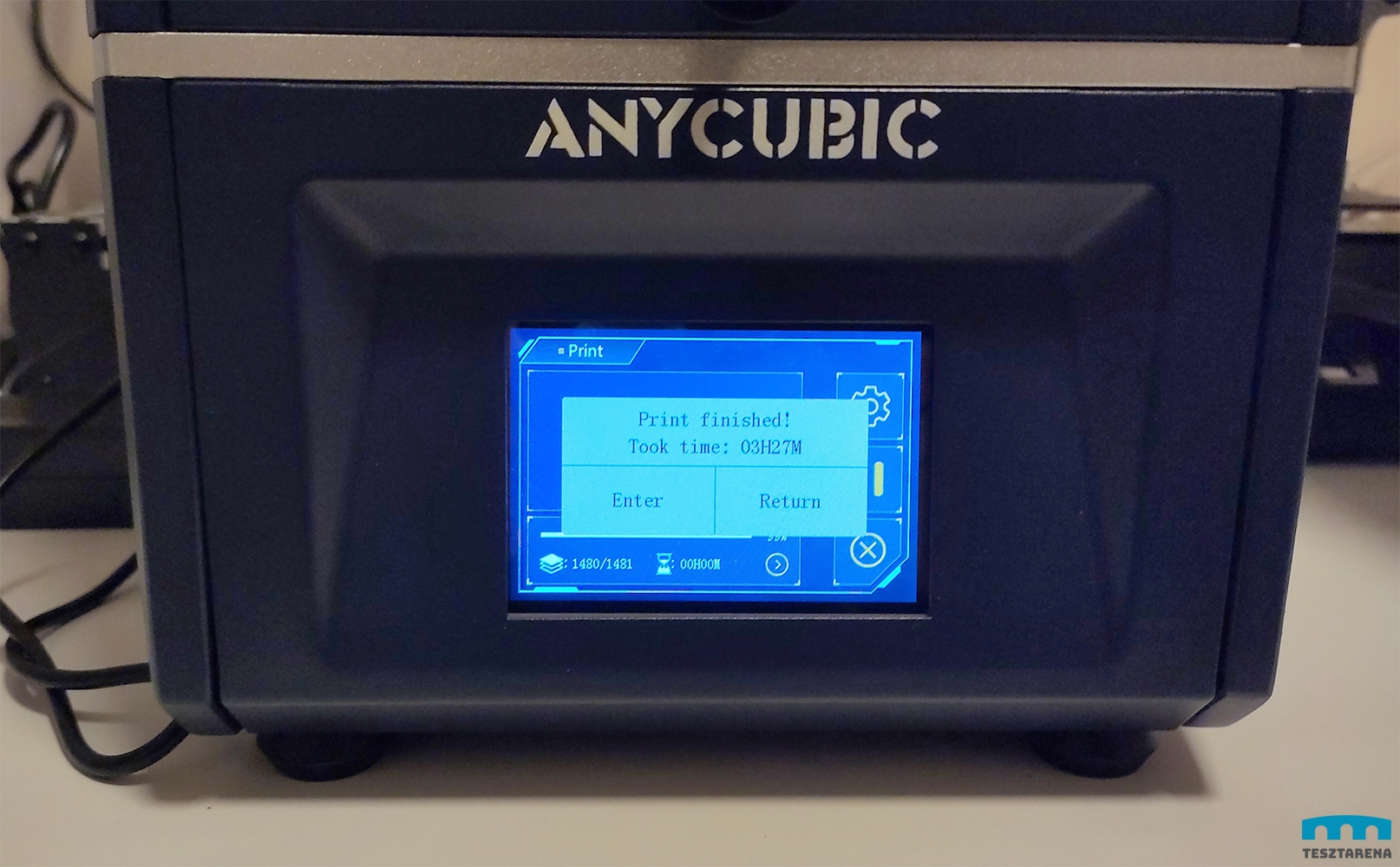
A kapott pendrive-t tegyük a nyomtatóba és a nyomtatón válasszuk a print > test.pwms fájlt, amely egy drótvázas kocka. A nyomtató előnézetet is mutat, ami eléggé hasznos, majd a háromszöggel indítsuk el a nyomtatást.

A nyomtatás szüneteltethető, ha úgy látjuk, hogy nem lesz elég a resin, akkor tölthetünk bele, miután szüneteltettük a nyomtatást.

Nincs más dolgunk, mint várni a nyomtatás elkészültét, amelyből a visszalévő időt pontosan közli a nyomtató és az aktuális réteg formáját is megmutatja. Természetesen lehet szüneteltetni is a nyomtatást, ha például úgy látjuk, hogy kevés lesz a resin és tölteni kell.
Természetesen több tárgy is nyomtatható
Saját tárgyak nyomtatása
Nyilván nem a gyártótól kapott dolgokat szeretnénk nyomtatni, hanem a sajátjainkat, aminek a folyamata ugyanaz, csak előtte a pendrive-ra el kell helyezni a pwms fájlokat.
Ennek a folyamatára nem térünk most ki, hiszen erre van egy komplett oktató sorozat, amely itt található.
Használat wifin keresztül, mobil alkalmazással
A Photon Mono SE mobil alkalmazással is használható, de ehhez némi előkészület szükséges és lehetne felhasználóbarátabb is.
Első lépésként egy txt fájlt kell létrehozni, WIFI.txt névvel.
A tartalma a wifi hálózat neve, jelszava és a Settings:1 sor:
WIFI account:a wifi neve,
WIFI password:a wifi jelszava,
Settings:1,
MINDEN sor végén vessző kell legyen!
Ha a wifinek nincs jelszava, akkor NONE és settings: 0
WIFI account:a wifi neve,
WIFI password:NONE,
Settings:0,
A settings sor után ne legyen semmi, se üres sorok, se semmi!
Ezt a fájlt egy pendrive-ra kell másolni és pont úgy mint egy nyomtatást, el kell indítani a nyomtatását. Nyomtatás persze nem indul, de felismeri, hogy wifi beállítás és elmenti. Ha rendben van a név és jelszó, akkor kiírja és OK-val jelzi.
Következik a mobil alkalmazás, amely viszont a Google Play-ről nem, hanem innen tölthető le.

Első lépésként csatlakoztatni kell a nyomtatót: User > Add device
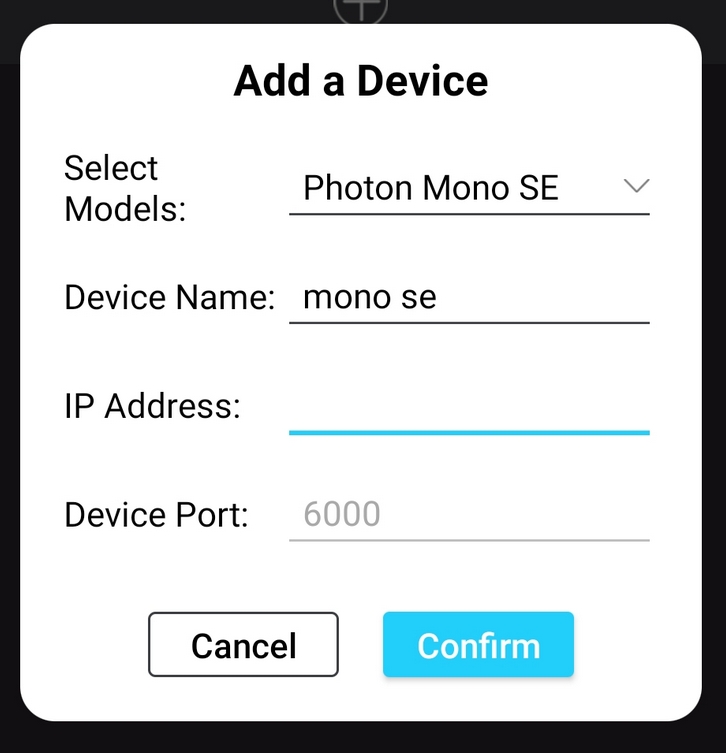
A model értelemszerűen a Mono SE ebben az esetben, a név tetszőleges, az IP address-t a nyomtatón kell megnézni: System > Info > IP

Majd Confirm és megjelenik
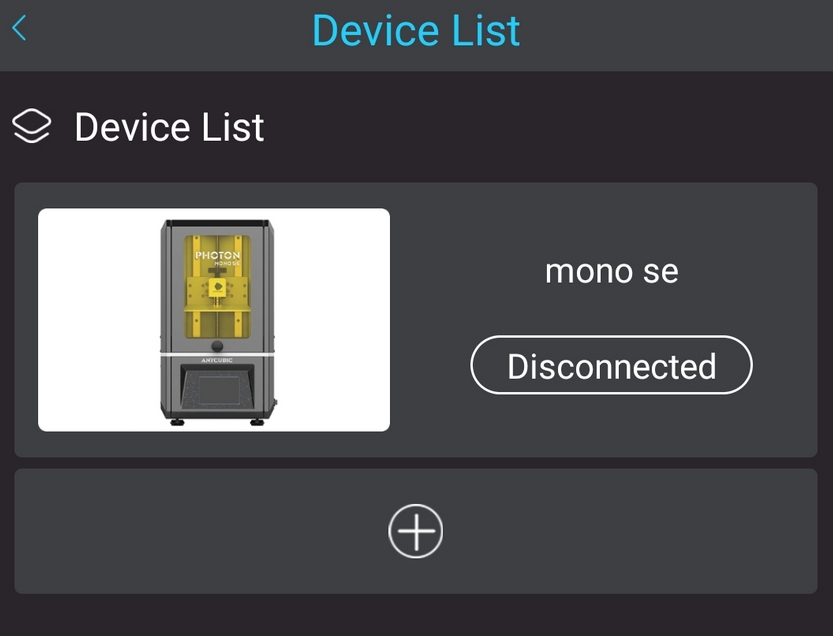
Több nyomtató is hozzáadható, de egyszerre csak egyet tud kezelni az alkalmazás. A Disconnected gombra kattintva aktiválhatunk egy nyomtatót.
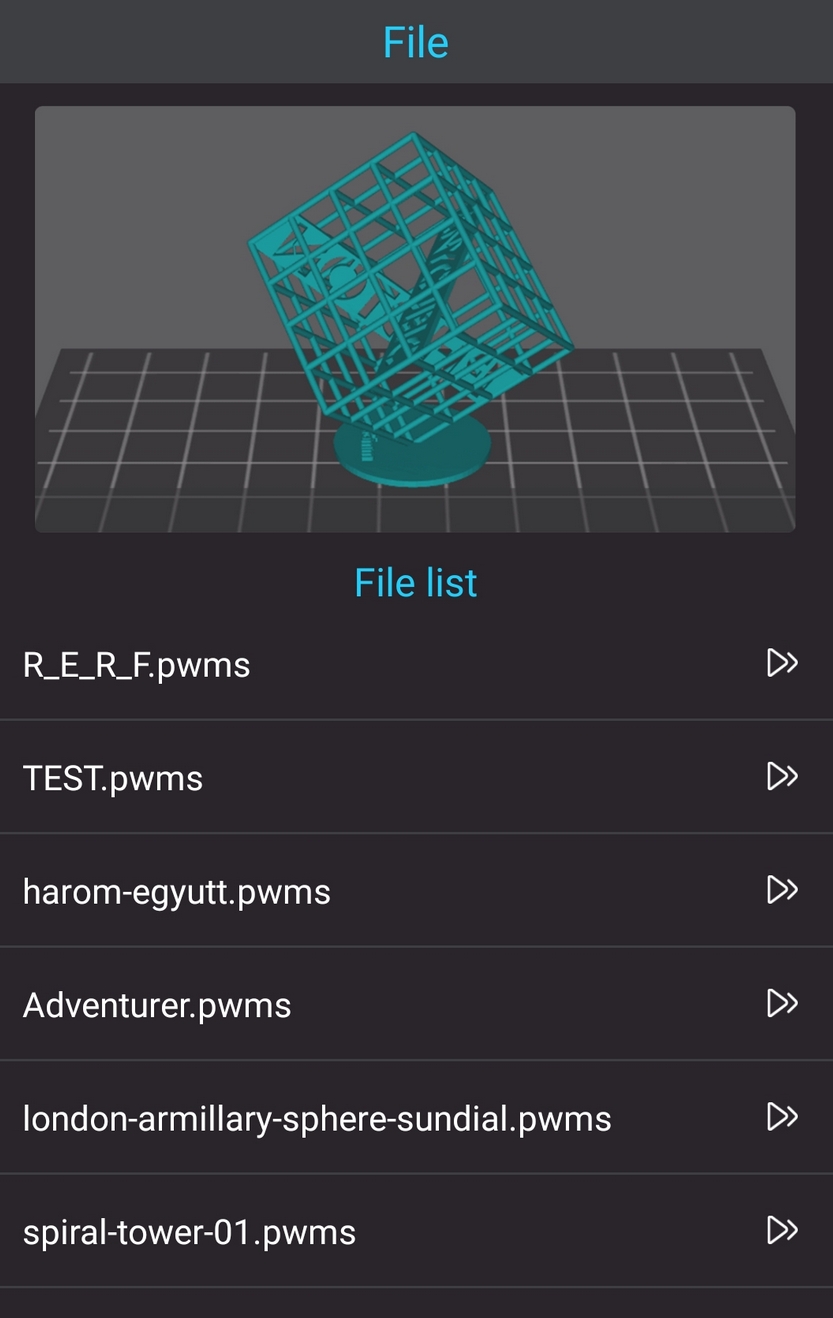
Ha visszamegyünk a File lapra, akkor megtaláljuk a pendrive-on lévő fájlokat.
A print lapon pedig nyomon követhető a nyomtatás és igazából ennyit tud, egyfajta távirányító, plusz visszajelző, szóval nem annyira esszenciális.
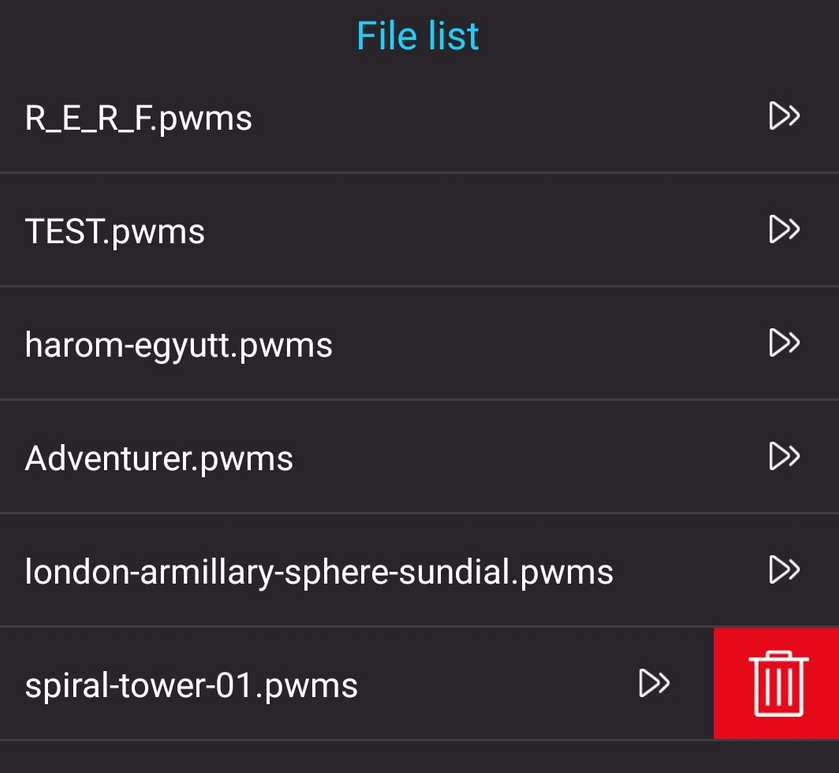
A fájlok törölhetők, ha balra húzzuk a fájl nevét.
Ha pedig rányomunk, akkor előnézetet kapunk
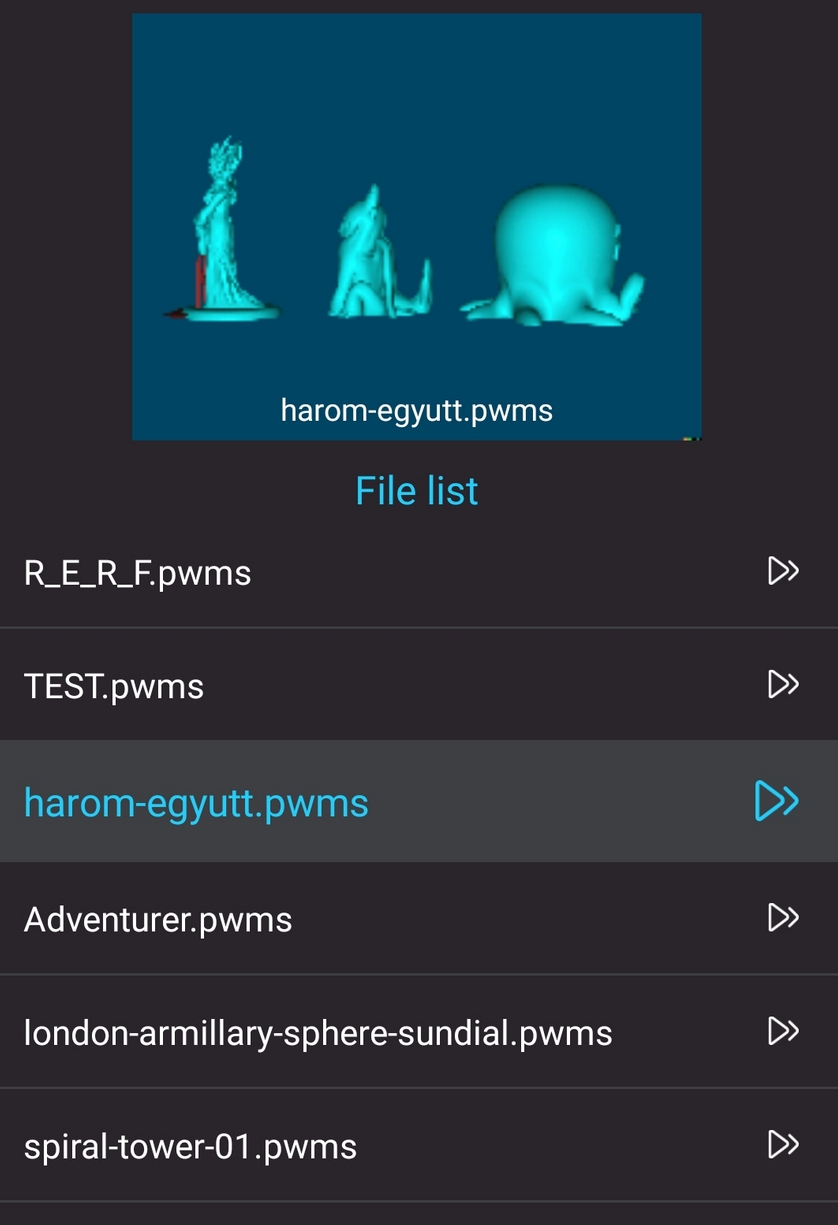
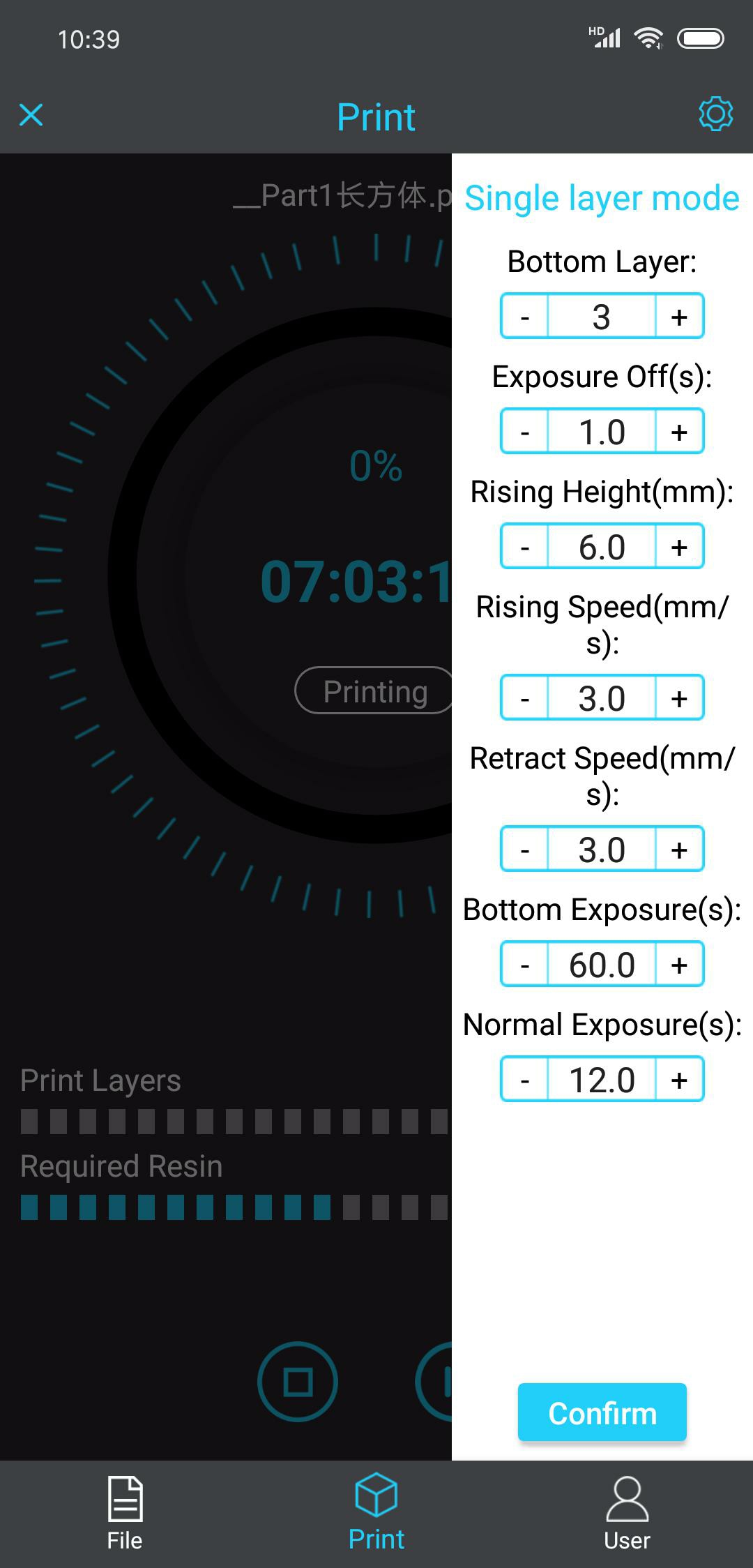
Majd a háromszögre nyomva elindítható a nyomtatás, pontosabban annak a felülete és ott indítható a nyomtatás, amelynek folyamatáról tájékoztat.

Nyomtatás közben a fogaskerékkel módosíthatók a nyomtatási jellemzők
És kb. ennyit tud, szóval nem egy nélkülözhetetlen dolog, de jól jöhet. Sajnos fájlt küldeni nem lehet a nyomtatóra, pedig az hasznos lenne, mert nem kellene pendriveozni, de a fejlesztés lehetősége adott, szóval…
Nyomtatási minőség és sebesség
Egy jól működő 3D nyomtató esetén nem lehet nyomtatási minőségről beszélni, hiszen nem önmagában a nyomtatón múlik, hanem a beállításokon. Resin nyomtatók esetén leginkább a réteg vastagság, support és a nyomtatandó modell megfelelő kialakítása azok, amelyek meghatározzák a nyomtatási minőséget. És persze a sebességet alapvetően befolyásolja réteg vastagság, hiszen nem mindegy, hogy 1mm 10 rétegből, vagy 50-ből áll.
Ezért első körben nézzük meg azt, hogy az Anycubic Photon Mono SE milyen sebességre képes. A gyártó szerint a maximális sebessége 80mm / óra, ami igen jó érték.
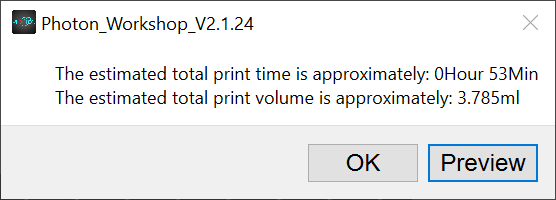
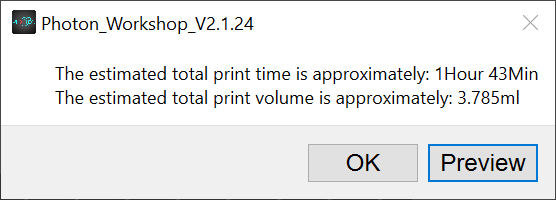
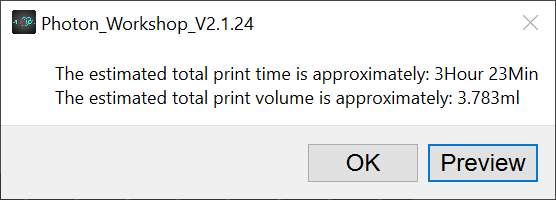
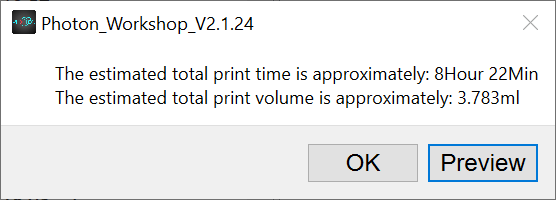
De nézzünk meg pár valós esetet – alábbi egy 3cm magas tárgy nyomtatási ideje, réteg vastagság szerint. Mint látható. 0.1mm vastag réteg esetén ez nincs 1 óra. Ahogy csökkentjük a réteg vastagságát, úgy növekszik a nyomtatási idő és 0.01 esetén ez már 8 óra!
A legjobb minőség / sebesség arányt a 0.05 mm adja, ez már szép felületeket eredményez. De még a 0.025 mm is vállalható a még szebb eredményért és az alá menni tipikusan nincs értelme (minták lejjebb, 3mp UV behatással, de elvileg 1.5mp-re is képes).
0.1 mm
0.05 mm
0.025 mm
0.01
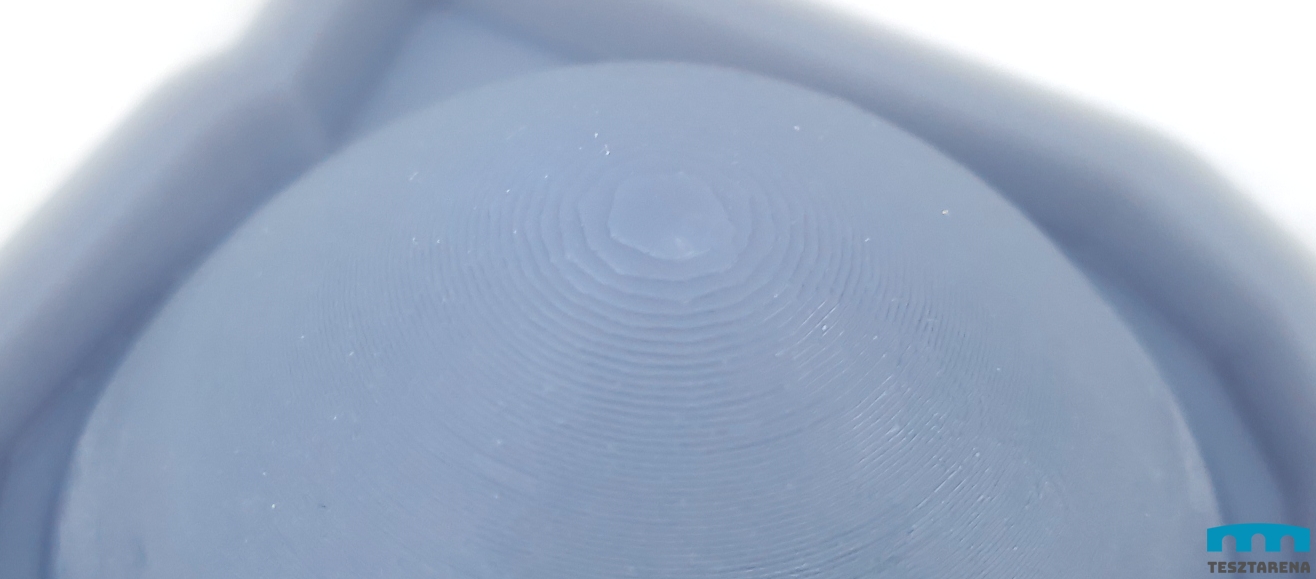
A réteg vastagság nyilván meghatározza, hogy egy felület mennyire lesz sima, vagy recés. De ez a felülettől is függ, mert a Mono SE esetén egyenes felületek esetén már a 0.1mm réteg vastagság is elég szép eredményt ad.
Nagyon közeli képek következnek (kb 5cm távolságról készültek).
Mondhatni, hogy teljesen sima a felület

Kevésbé, de még jó gömb felületetek esetén is, érezhetően recés
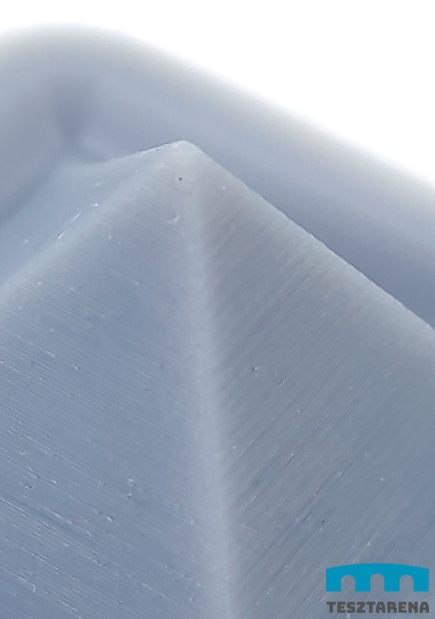
A legproblémásabbak a ferde felületek
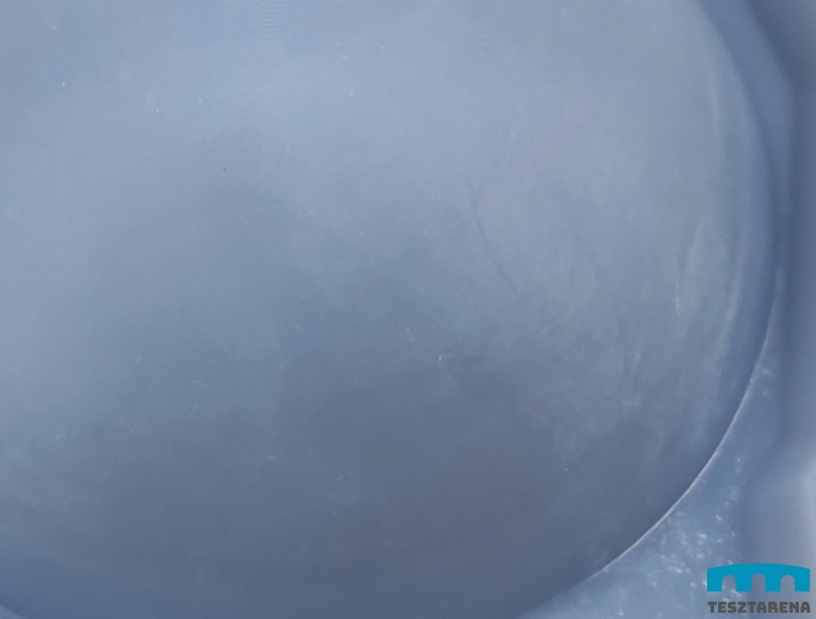
0.05-re csökkentve már szinte minden esetben nagyon jó eredményt kapunk, szép sima felületeket eredményez.
Gömb

A 0.025-be pedig már tényleg nehéz belekötni, az már olyan felületet ad, amely még a ferde felületek esetén sem igazán látható rétegződést eredményez. Körömmel kaparva érezhetők csak a rétegek.

És lehet még 0.01 is, amely tapintásra teljesen sima. Vagyis rétegződés (elkerülése) tekintetében a Mono SE jól teljesít.
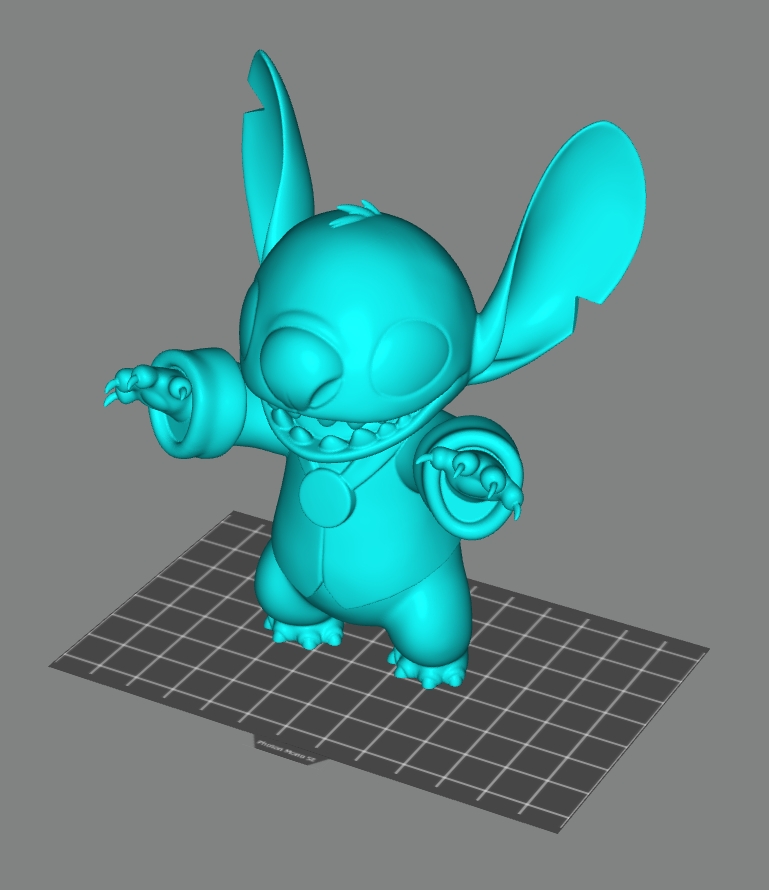
A másik terület, ahol a resin nyomtatók nagyot szólnak, azok a nagyon apró részletek megőrzése, amelyeknél olyanra képesek, amit filament nyomtatóval már nehéz szépen megvalósítani. De a Mono SE esetén ez teljesen szokványos, semmit nem kell tenni érte.
Ezt azért alaposabban meg kellett volna tisztítani a resin maradványoktól, de azért eléggé látványosan illusztrálja a Mono SE képességeit.

Megőrzi a legkisebb részleteket is

A komplex dolgok sem okoznak problémát

Néhány a hetek alatt elkészült dolgokból

Vagyis röviden összegezve: gyorsan, nagyon jó felületi minőséggel készíthetünk a Mono SE-vel még igen kis méretben is nagyon részletes tárgyakat.
Resin vs. filament a sebesség tekintetében
Nyilván fontos lehet tudni azt, hogy mennyivel teljesít jobban egy resin nyomtató összevetve a filament nyomtatókkal?
Vegyünk alapul először 0.1mm vastag réteget, és a filament nyomtatók esetén viszonylag gyors, 100mm/mp nyomtatási sebességet, valamint a resin esetén 3mp UV behatási időt.
Általános szabály, hogy minél nagyobb egy réteg oldalirányú (X, Y) kiterjedése, annál nagyobb lesz a resin nyomtatók előnye, hiszen minden réteg egyben, egyszerre készül el, függetlenül annak kiterjedésétől.
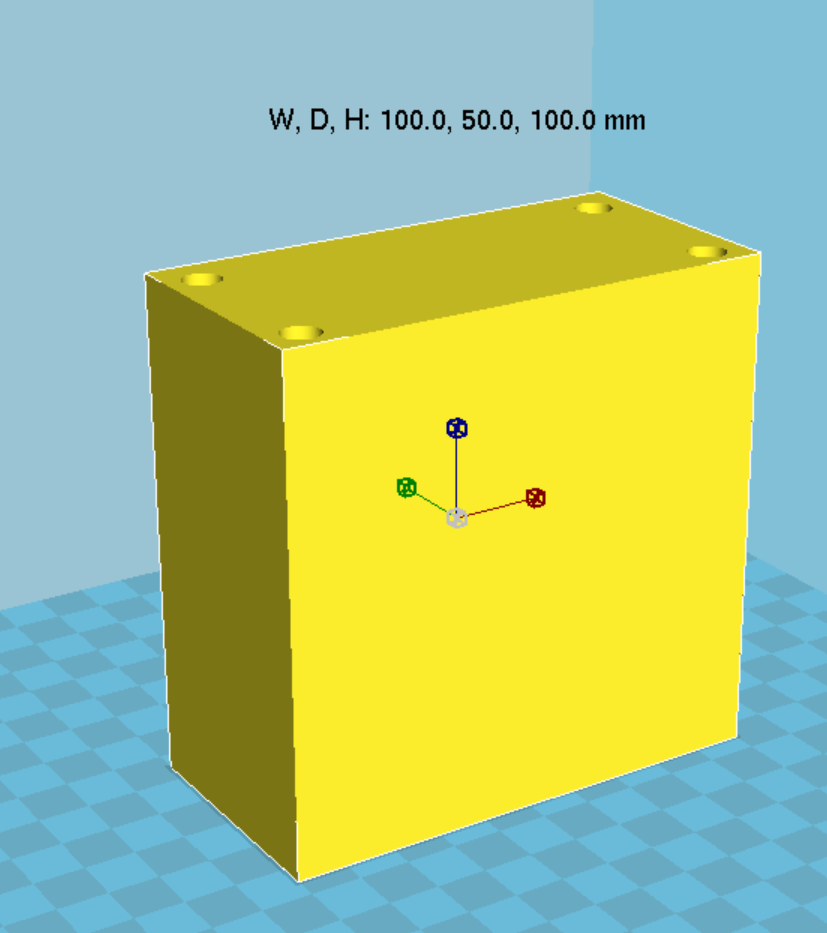
Itt egy példa, egy csavarozható fedő lap, amelynek a mérete 10 x 5cm, a vastagsága 5mm (100% kitöltés).

A fenti beállításokkal resin nyomtatóval a nyomtatási idő mindössze 13 perc, míg filament nyomtatóval 2 óra, amely 9x annyi időt jelent! És a filament esetén ez csak a számított idő, ennél tipikusan mindig több a valóságban.
Ha a vastagságot 3 cm-re növeljük, akkor resin esetén nincs 1 óra egészen, viszont filament esetén a várható idő 13 óra.
10 centi esetén ugyanez 3 óra resin és 44 óra, vagyis közel 2 nap filament esetén. Ez már valóban drámai különbség. Persze annyi hozzátartozik az igazsághoz, hogy ilyen tömböket csak ritkán nyomtatunk 100%-os kitöltéssel.
De nézzünk meg egy életszerűbb esetet is – ez 13 cm magas (102 x 67 mm a kiterjedése), 100% kitöltés.
resin: 3 óra 41 perc
filament: 19 óra
És ebben még support nincs is, ami jelen esetben elengedhetetlen. Szóval ha még azt is figyelembe vesszük, hogy a resin esetén utólagos pancsolás is szükséges, akkor is messze gyorsabb.
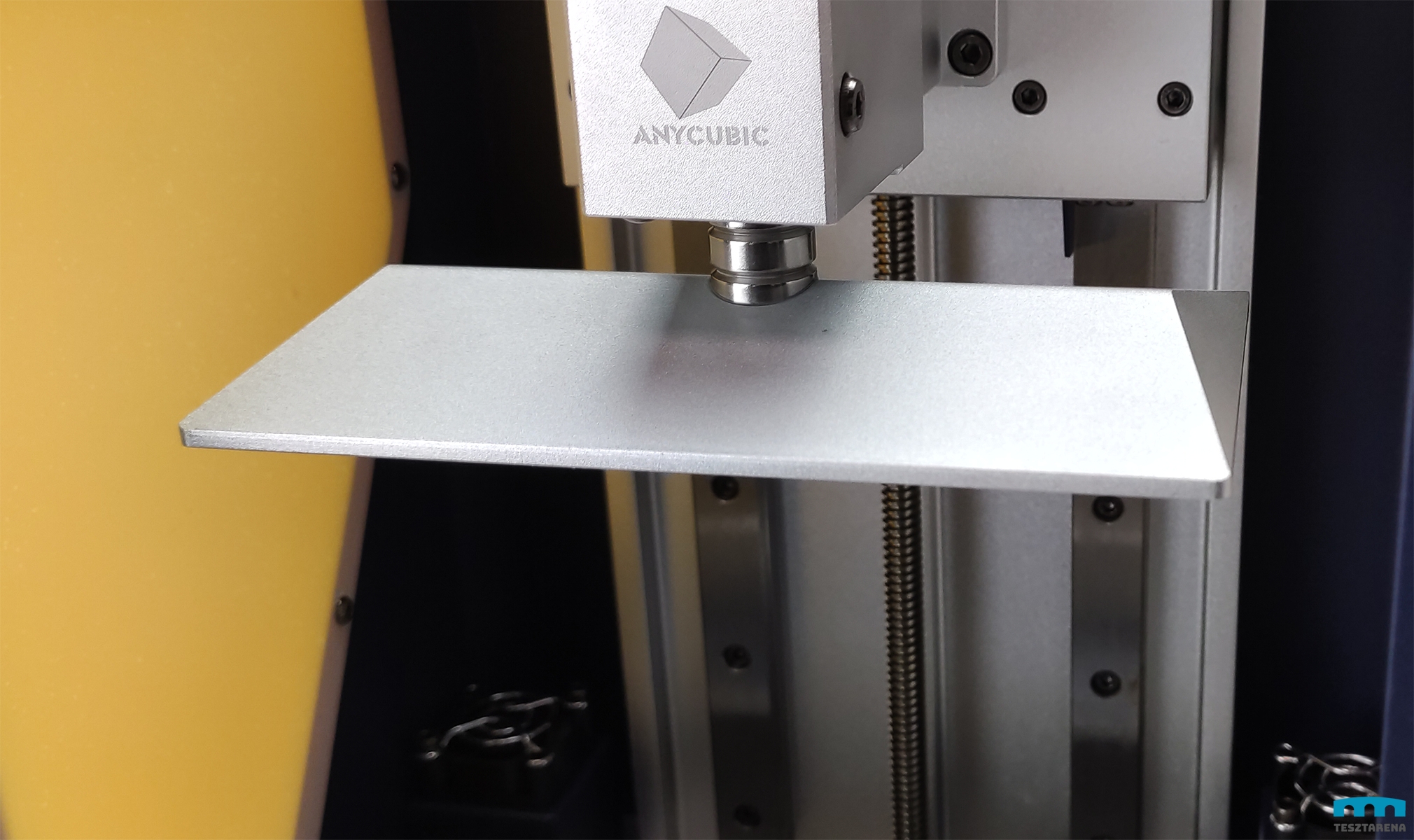
A build plate
A resin nyomtatók alapvető eleme a build plate, avagy plaform, amelyen a tárgyak lesznek (részletek itt).
A build plate legalapabb változata egy acél lap, amelyre rátapadnak a tárgyak és ez jár gyárilag a Photon Mono SE-hez is.
Itt még a védőfólia rajta van

A jobb tapadás érdekében szálcsiszolt, amely valóban jó tapadást eredmény és van hogy túl jót is, nehéz lehet levenni a tárgyakat, de erre van megoldás (részletek itt).
A teteje nem egyenes, ami által kevésbé áll meg rajta a gyanta, miután kiemelkedik belőle.
A build plate-re tapadó oldalon kissé látszanak a vonalak
Ez az alap build plate természetesen továbbfejleszthető, például mágnesesre, amelyről könnyebben levehetők a tárgyak.
A resin kád
A Mono SE a legalapabb resin káddal, medencével (vat) rendelkezik, ami egy fém falú medence, aminek az alja átlátszó műanyag (FEP, FEP film). A fém rész tartós, a FEP fogyóeszköz, mert idővel karcolódik, elhasználódik. A cseréje nem bonyolult, de nem 5 perces munka és azért oda kell rá figyelni.
A takarítása nem egy álom munka, mert a gyanta tapad rá, szóval kicsit mocskos munka, de pár alkalom után már gyorsan megy (alkohol sokat segít).
Természetesen cserélhető és vannak jobb resin kádak is, amelyeknél egyszerűbb cserélni a FEP filmet. De vannak olyan kádak is, amelyekből a bent maradt gyantát egyszerűbb kiönteni, leereszteni.
Persze ilyen alacsony árba a költségesebb megoldások nem meglepően nem férnek bele, de nem egy horror összegről van szó és vannak teflon alapú megoldások, amelyekből könnyű kitörölni a gyantát és FEP cseréje is sokkal egyszerűbb.

Szag, szellőztetés
Az alap, normál resinnek szaga van, még nyomtatás előtt is. Nem brutális, de érezhető és nyomtatás során még inkább. A Mono SE valamennyire szűri, de mindenképpen szellőztetés szükséges. Persze vannak már fejlettebbek gyanták is, amelyek szinte szagtalanok, de azt azért mindenképpen észben kell tartani, hogy azért mert szagtalan valami, még nagy mennyiségben nem biztos, hogy nincs egészségre negatív hatása.
Az Anycubic viszont rendelkezik nem csak szagtalan, de még bio gyantával is, amely növényi alapú (itt található). Konkrétan szójaolaj alapú, lebomló, komposztálható tárgyak készíthetők belőle.

Ennek a gyártó szerint sokkal kevésbé erőteljes a szaga és persze egészségesebb is (lévén, hogy növényi alapú).
Zaj
Van hangja, de csendes, némi halk ventilátor és mechanikus zaj – talán még aludni is lehetne mellette (ha nem termelne szagot).
UV utókezelés
Nyomtatás során általában jó ötlet a minimálisan szükséges ideig UV fénynek kitenni a tárgyakat, így csökkentve a nyomtatási időt. Ha kész, akkor pedig további UV fény kezeléssel elnyeri a végső szilárdságát. Ezt a nyomtatóval nem tudjuk elvégezni, ezért vagy kitesszük a napra, vagy máshogy oldjuk meg (részletek itt).
Egy 33W-os, barkácsolt UV doboz

A nyomtató szoftvere
A Mono SE-nek kijelzője is van és egy eléggé egyértelműen használható menürendszere, amelyből indítható nyomtatás, próba UV világítás, mozgatható a build plate, stb. A nyomtató szoftvere frissíthető, így később extra dolgok, javítások eszközölése is lehetséges.
A Photon Workshop
Anycubic nyomtatókhoz is tartozik egy program, a Photon Workshop (letöltés).
Jelen pillanatban (V2.1.24) a 64 bites változat bugos, nem javasolt a használata, de amúgy sem sok előnye a 32 bitessel szemben, amely tökéletesen működik 64 bites rendszeren is.
Magyarul sajnos nem tud, viszont minden alapvetően fontos dolgot igen (méretezés, support, modell lyukasztás, többszörözés, üregessé tétel, stb.), részletes bemutató itt (8-12. rész).

Garancia
A garancia mindig fontos kérdés és a resin nyomtatókra a gyártó 1 év garanciát ad. Ez alól kivétel a FEP film, hiszen az elhasználódik, valamint az LCD kijelzőre csak 3 hónap garancia jár. Na nem azért, mert tönkremegy, hanem mert elhasználódhat és a 3 hónap folyamatos, 24 órás üzemet jelent feltételezést az LCD élettartamára vonatkozóan. Ami nyilván erősen valószerűtlen.
Probléma esetén európai raktárba küldhető vissza, ami nagyon nagy előny, mert elfogadható a költsége és gyorsan odaér.
Összegzés
Egy ilyen hosszú tesztet besűríteni pár mondatba nem egyszerű, de nagyon röviden, az Anycubic Photon Mono SE
- a teszt alatt végig megbízhatóan működött
- valóban rendkívül gyors nyomtatás érhető el vele, a filamenthez képest pedig legtöbb esetben nagyságrendekkel gyorsabb (max. 80mm / óra)
- közepes méretű tárgyakat nyomtathatunk, vagyis nem csak nagyon apró dolgokat
- LCD alapú nyomtató, remek felbontással: 2560*1620 pixel, ami 0.051mm méretet jelent, vagyis igen apró részletek is megmaradnak
- a saját szoftvere korrekt, könnyű használni
Megemlítendő, hogy a build plate és resin kád a legalapabb, vannak jobb megoldások is, de ennyiért jobbat nem igazán várhatunk reálisan nézve.
Valamint jelen pillanatban (V2.1.24) a Photon Workshop 64 bites változata bugos, nem javasolt a használata, de amúgy sem sok előnye a 32 bitessel szemben, amely tökéletesen működik 64 bites rendszeren is.
Illetve van mód wifi vezérlésre, de az inkább csak egy “néha jó, ha van” extra, mintsem valóban annyira nagy előny és a beüzemelése sem felhasználóbarát. Viszont a gyártó fejlesztheti később, szóval….




