
Ha valamit használunk, akkor azért legalább alapszinten jó érteni, hogy miképpen is működik, ezért most megnézzük, hogy a resin alapú nyomtatók hogyan működnek.
A teljes sorozat
1. rész, 2. rész, 3. rész, 4. rész, 5. rész, 6. rész, 7. rész,
8. rész, 9 rész, 10. rész, 11. rész, 12. rész, 13. rész, 14. rész, 15. rész
A resin (gyanta) folyékony állapotban leledzik mielőtt nyomtatáshoz használnánk és a nyomtatók esetén fényre megköt. Több lehetséges módszer is létezik: SLA, DLP, LCD.
Maguk a nyomtatók ránézésre eléggé hasonlók

A kiindulás mindig ugyanaz, adott egy tartály (inkább kád, “vat” angolul), amibe a resint beleöntjük és van egy platform (build plate), ami bele ereszkedik a resinbe és amire az fény hatására ráköt.
Az SLA és a DLP közti különbség a megvilágításban rejlik: az SLA esetén egy lézer halad pontról-pontra és ennek határára a build plate-re ráköt a resin.
Ezzel szemben a DLP nyomtatók egy teljes réteget világítanak meg, nem egy lézer szaladgál pontról-pontra. Nyilvánvalóan egy sokkal gyorsabb nyomtatási folyamatot eredményez.
Alábbi képen mindkettő (forrás: Royal Society of Chemistry)

Mindkét képen látható a resin tartály, de a nagy különbség, hogy a build plate (“Fabrication platform”) SLA esetén fentről lefele megy, hiszen mindig a tetejére köt rá az új réteg, így kell a hely az új rétegnek.
Ezzel szemben a DLP esetén lentről megy felfele, mert mint látható alulról van megvilágítva, így lefele növekszik a modell. Ahhoz hogy legyen helye, a build plate-nek egyre jobban fel kell emelkednie.
Így néz ez ki
Vagyis mint látható, a build plate belemegy a resin kádba, alulról fényt kap, egy réteg ráköt, végez némi mozgást, beáll helyzetbe, fényt kap, egy réteg megköt….és végül rétegenként kialakul amit szeretnénk.
Az LCD bár nem ugyanaz, mint a DLP, az eredménye és a nyomtató működése ugyanaz, vagyis adott egy “kijelző” (az LCD elnevezés nem véletlen), amely UV fénnyel világítja meg a resint, ami megköt. Ugyanúgy lentről megy felfele, mert alulról van megvilágítva.
Mivel “kijelző”, így egy kis, vagy nagyon nagy része is bocsáthat ki fényt annak megfelelően, hogy az adott réteg milyen alakú és mindig egy teljes réteget készít el.
Ennek hatalmas előnye, hogy teljesen mindegy mekkora az alakzat, 10 x 10 mm, vagy 200 x 200 mm, akkor is pár másodperc alatt kész, mivel mindig egy teljes réteget nyomtat, nem halad pontról pontra. Ez nyilván összehasonlíthatatlanul nagyobb nyomtatási sebességet ad a filament alapú nyomtatókhoz képest, a töredékére csökkentheti a nyomtatási időt.
Itt egy konkrét példa, amelynek a magassága csak 3cm, de 6.5 x 6.5 cm a kiterjedése. 0.1 mm vastag réteggel, 100%-os kitöltéssel a nyomtatási idő mindössze 1 óra LCD nyomtatóval, míg filament nyomtatóval kb. 15 óra, 15%-os kitöltéssel. 100%-os kitöltéssel pedig neki sem érdemes állni, 2 nap fölé kúszik a nyomtatási idő.
De LCD esetén 0.025mm vastag réteggel sincs még 4 óra sem!

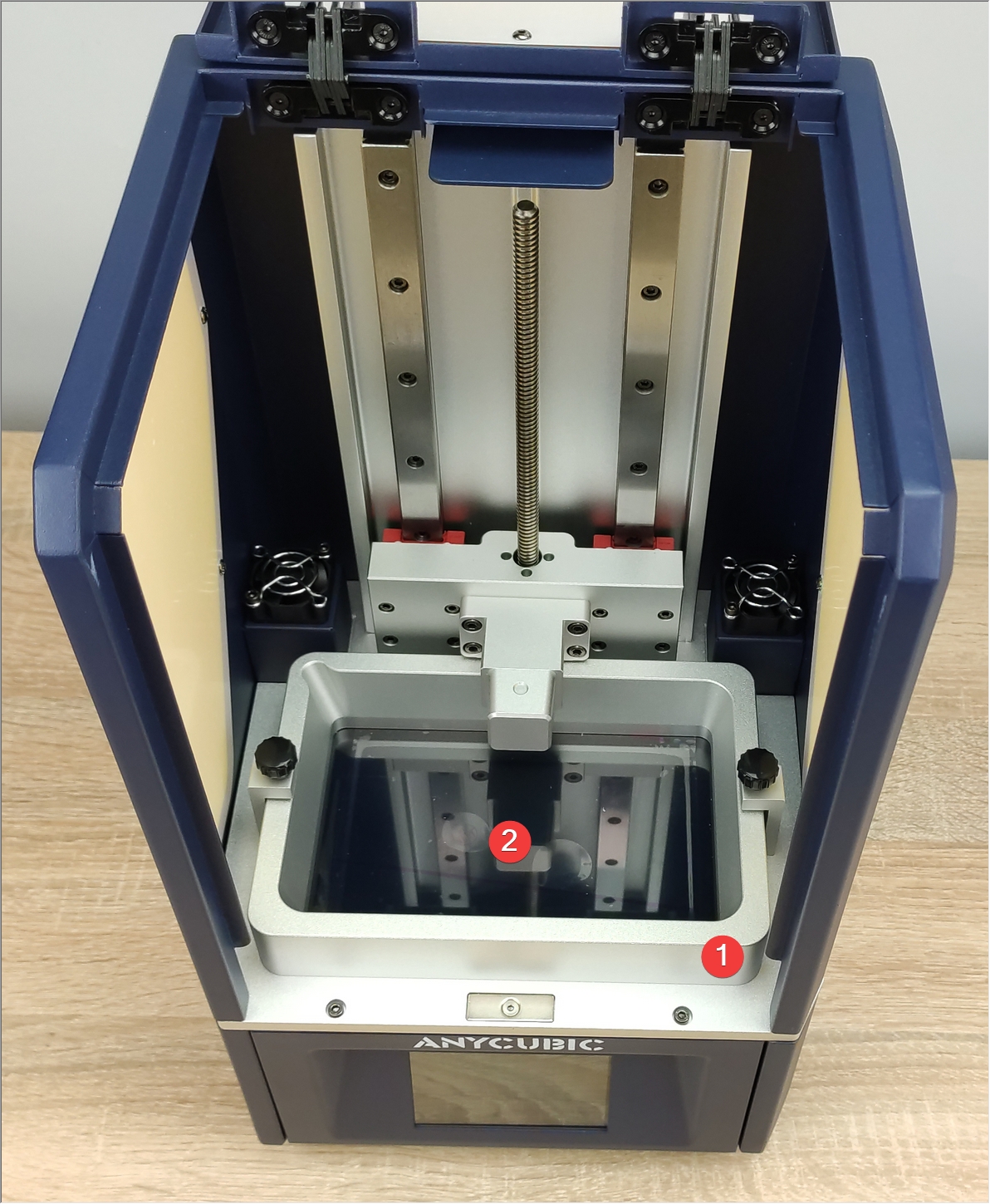
Ezen a képen jól látható
- a resin tartály
- alatta az LCD
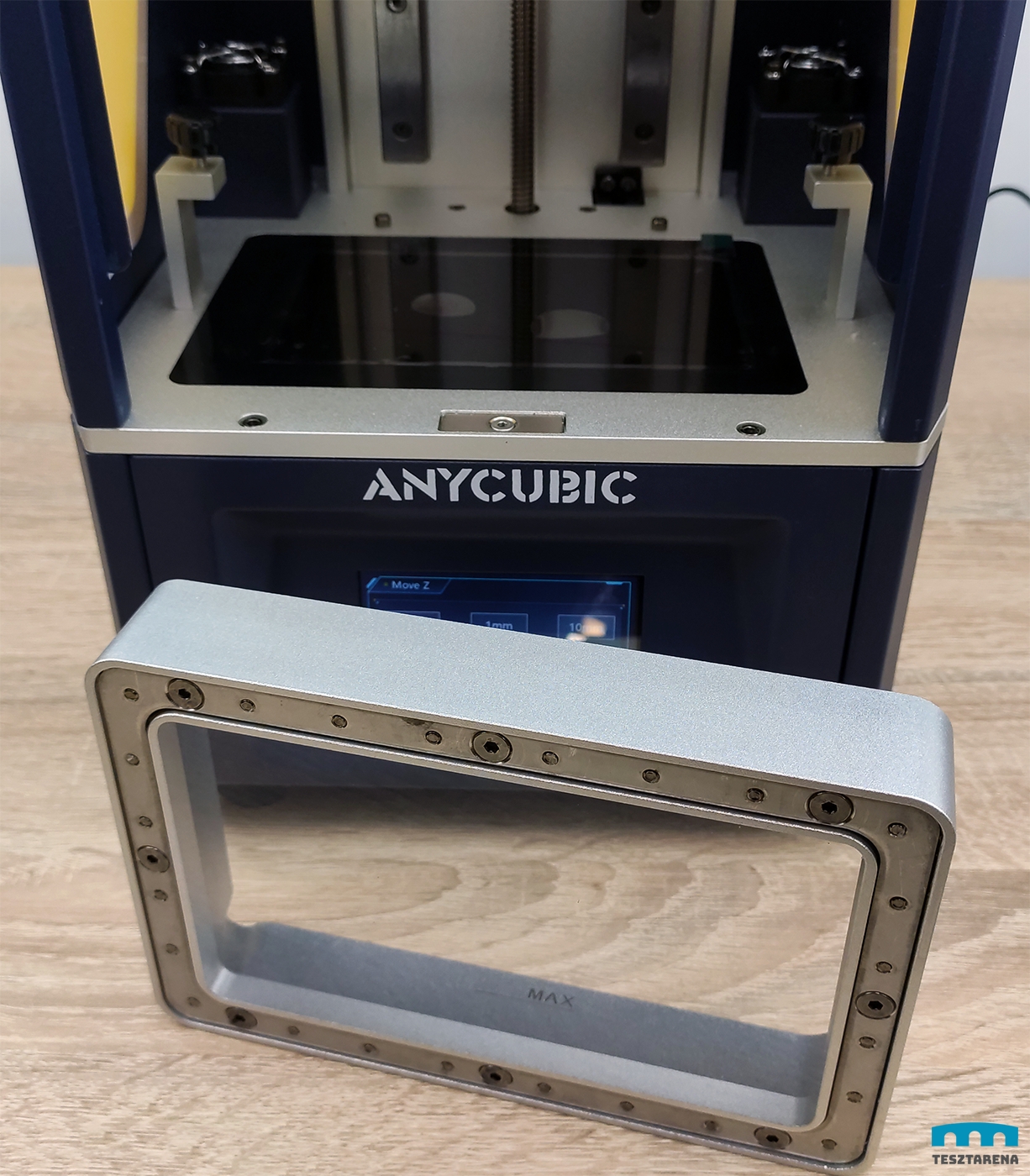
A resin tartályt kivéve láthatóvá válik az LCD
És a build plate

A három egyben

Vagyis három fő dologból áll egy LCD nyomtató, amelyre ez az oktató sorozat épül:
- LCD fényforrás
- resin medence (vat)
- build plate
És igazából rém egyszerűen működik:
- a build plate belemegy a resinbe
- az LCD-től egyes részein, az aktuális réteg alakjának megfelelően fényt kap bizonyos ideig (a tipikus legalább 3mp)
- a resin ráköt a build plate aljára
- a build plate végez egy kis mozgást, majd egy réteggel feljebb megáll
- és kezdődik minden elölről, megint fény kap, megint megköt
És ennyi az LCD alapú resin nyomtatók működési elve. A nagy előnye, hogy mindig egy réteg készül el, függetlenül annak méretétől, így nagy kiterjedésű modellek is gyorsan nyomtathatók.




