
A nyomtatható 3D modellek gyakran általános formátumban vannak (pl. obj, stl), ezért át kell alakítani a nyomtatók által megemészthető formára. Ennek a mikéntjét nézzük meg most.
A teljes sorozat
1. rész, 2. rész, 3. rész, 4. rész, 5. rész, 6. rész, 7. rész,
8. rész, 9 rész, 10. rész, 11. rész, 12. rész, 13. rész, 14. rész, 15. rész
Az egyik ilyen program a Chitubox (letöltés), amely népszerű, általános célú és jól használható, plusz magyarul is tud (bár nem tökéletesen).

De a gyártóknak lehet saját megoldásuk, ahogy a jelen oktató sorozat alapját képező Anycubic nyomtatókhoz is tartozik egy program, a Photon Workshop (letöltés).
Magyarul sajnos nem tud

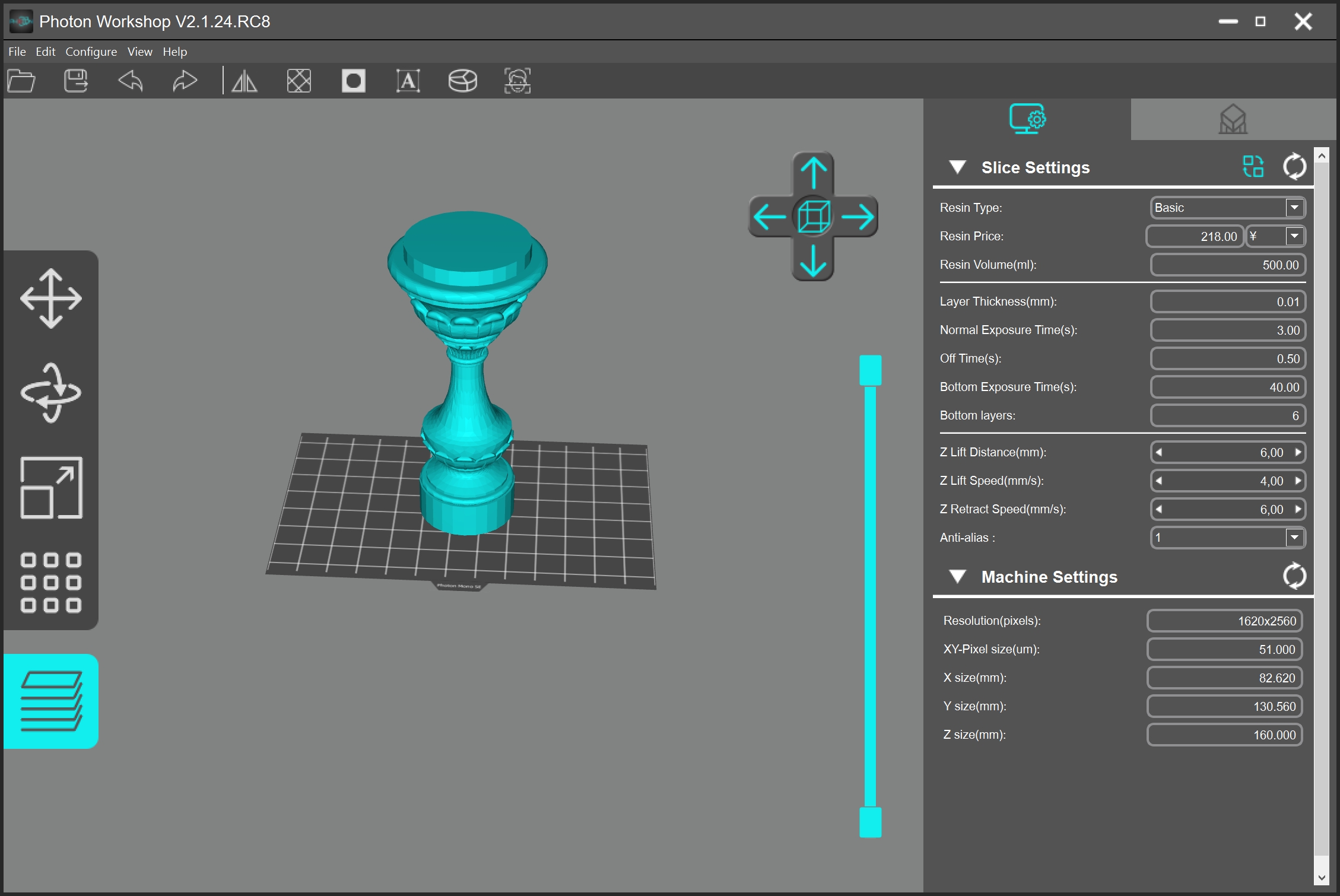
Ebben a részben az alapvető használatát nézzük meg. Első körben a nyomtató típusát kellene beállítani: Configure > Machine type
Egy modellt hozzáadni egyszerűen lehet, csak rá kell húzni a programra, vagy File > Open.
Ennek hatására megjelenik a build plate-et szimbolizáló felületen. A nézetet forgatni a jobb egeret nyomva tartva, mozgatni a bal egeret nyomva tartva lehet. A görgővel ráközelíthetünk, vagy távolodhatunk.
Bal oldalon találhatók az objektum módosító eszközök, mint a méretezés, forgatás, áthelyezés.

Ha szürke a modell, akkor túl nagy, vagy kilóg valahol, azt javítani kell. Méret probléma esetén az átméretezés > fit maximum gombbal a maximális méret beállítható egyetlen kattintással.

Egy modell kattintással választható ki és a Ctrl nyomva tartása közben több is kiválasztható. A Ctrl + C billentyűkombinációval másolható, a Ctrl + V-vel beilleszthető.
Ha megvannak a nyomtatandó dolgok, akkor jobb oldalon vannak a nyomtatási beállítások, amelyeket be kell állítanunk.

Ez három részre van osztva:
- resin beállítások (nem fontos)
- réteg beállítások (fontos)
- egyéb beállítások (jó szokott lenni, vagy van).
A resin részben állítsuk $-ra a price részben, állítsuk be a resin volume-ot (500 = fél, 1000 = 1 liter) és nyomtatás előtt kapunk egy viszonylag pontos költség kalkulációt.
A layer viszont fontosabb. A thickness a réteg vastagsága, amely alapvetően meghatározza a nyomtatás idejét és minőségét is.
A nyomtatás ideje egyszerűen érthető, hiszen ha 100 rétegből áll egyetlen milliméter, akkor 100x kell ugyanazt elvégezni (0.01mm réteg vastagság), míg ha csak 10-ből (0.1mm réteg vastagság), akkor csak 10x, vagyis drámai a ráfordított idő különbsége.
A minőség ebből következik, hiszen minél vékonyabb egy réteg, annál kevésbé lesz recés a modell, egyre simább a felülete.
A különbség magáért beszél

0.025 vs. 01 mm
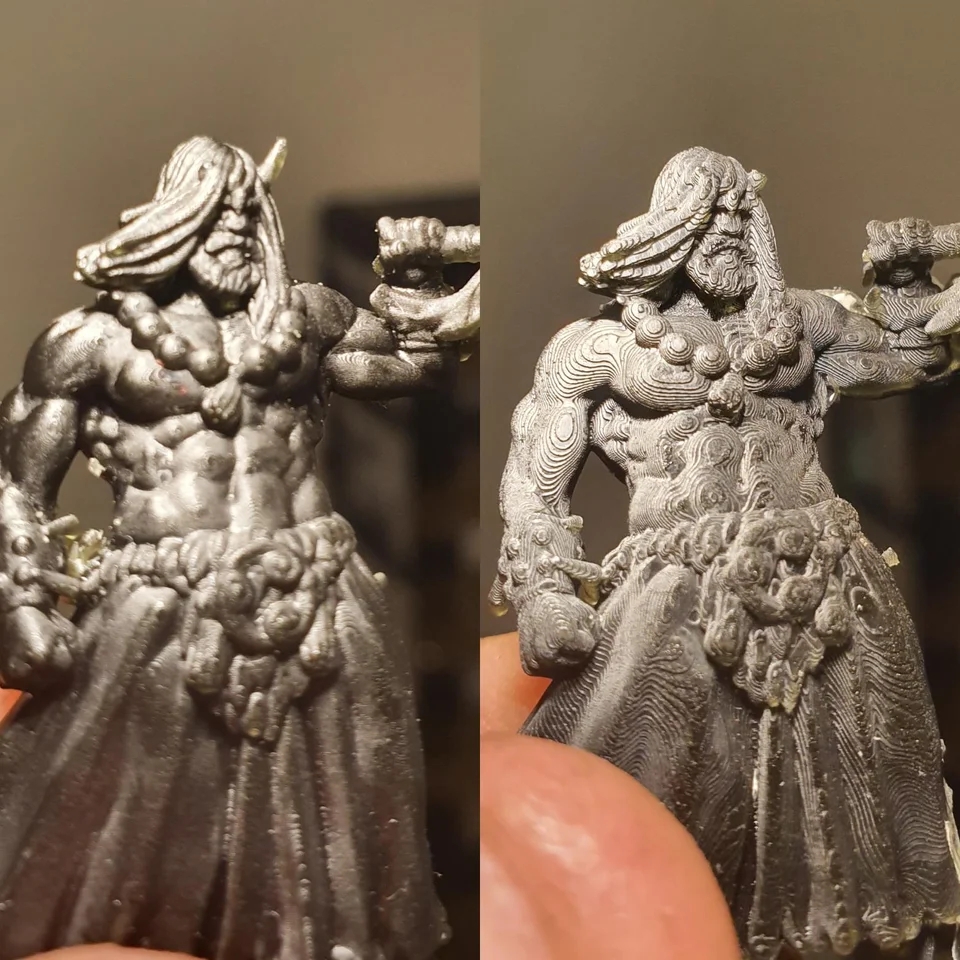
Bár lehet választani 0.1-et, annak nem biztos, hogy van értelme, nem véletlen, hogy az alapértelmezett érték a 0.05, amely egy jó kompromisszum, hiszen gyors a nyomtatás és jó a minősége is. De érdemes többfélét kipróbálni.
0.01 esetén viszont arra számítsunk, hogy már egy 3cm magas modell is 8 óra lehet, mire elkészül!
Ezt közli is
A réteg szélességének és mélységének (X, Y) nincs hatása a nyomtatási időre, mert egyetlen réteg mindig egyszerre készül, függetlenül annak kiterjedésétől.
Aztán a további értékek
Normal Exposure Time(s)
Meddig tegyen ki UV fénynek egy réteget? A flakonon rajta szokott lenni a minimálisan szükséges idő.
Off Time(s)
Várakozási idő, a gyári 0.5mp jó lehet.
Bottom Exposure Time(s)
Az alsó rétegeket mindig meg kell erősíteni, hogy tapadjanak a build plate-re, ezért hosszabb ideig kell UV-zni. A flakonon rajta szokott lenni a minimálisan szükséges idő. Ha nagyon nehéz levenni a modellt nyomtatás után, akkor fokozatosan lehet kicsit csökkenteni, hogy ne tapadjon annyira durván.
Bottom layers
Az alsó rétegek száma, ezek által tapad a build plate-re. 6 elég szokott lenni.
Aztán a z lift rész, amely a build plate két réteg nyomtatása közti mozgásért felel. Egyes programokban külön szabályozható a bottom layers esetén és ha végzett egy réteggel, akkor egészen magasra felemelhető a build plate, hogy lássuk minden rendben van-e a tapadással?
A gyári értékek jók szoktak lenni.

Anti alias: élsimítás, amely 8 szinten szabályozható és szebbek lesznek a lekerekített részek, nem lesznek esetlegesen recések.

Ha minden kész, akkor elmenthető.

És kapunk egy pontos előrejelzést a nyomtatási időről és felhasznált resin mennyiségről egy nagyjából pontos becslést.
A preview-val megnézhetjük a nyomtatási folyamatot.

A keletkezett pwms fájlt másoljuk pendrive, mehet be a nyomtatóba és indulhat a nyomtatás.




